Will my deburred parts have sharp edges?
Parts with our free linear deburring service will have sharp edges. The surface will be smooth and “cleaned up” from laser cutting, but there will be no edge softening.
Home » Edge Quality
Parts with our free linear deburring service will have sharp edges. The surface will be smooth and “cleaned up” from laser cutting, but there will be no edge softening.
At this time SendCutSend does not chamfer, bevel, or 3D machine the edges of parts. We only offer 2D perpendicular cuts and cannot produce any kind of chamfered or radiused edge options.
We offer linear deburring at no cost for eligible laser cut parts. If your part qualifies for linear deburring, it will be automatically selected at checkout. You can deselect it if you prefer to not have your part deburred.
We soften the edges of laser cut parts and remove burrs on small parts through a ceramic tumbling process. Please note, this is not a finishing process and does not guarantee a uniform finish on the individual parts.
SendCutSend’s laser cutting methods prevent major burr and dross buildup, but both imperfections are still unavoidable parts of the manufacturing process. Read through our material pages to see examples of dross and burr in different thicknesses.
We use tabs to keep your parts from falling out of the parent sheet during laser cutting, waterjet cutting, or CNC routing. Remove tabs by sanding them off by hand, or using a metal file. Please note, we’re unable to provide custom tab or lead-in/out placement.
At this time SendCutSend does not offer beveling services or 3D cutting. This includes cutting/grinding a taper into knife blades. We only offer 2D perpendicular cuts and cannot produce any kind of beveled or radiused edge options.
Yes, it is possible your parts thicker than 0.250” will have a slight taper from top to bottom. The thicker the material, the more it will be tapered. SendCutSend’s state of the art laser cutting and waterjet cutting technology is able to reduce the amount of taper during the process, but it cannot be completely eliminated.
Everything you need to know to design for laser-cutting, CNC routing, bending, and tapping.
Everything from software-specific tutorials to material selection tips.
We have sheet metals, plastics, composites, and wood/boards for every project.
Min and Max part sizes for all our materials

We proudly use hardware by PEM
Aluminum: 5052, 6061, 7075 Steel: Mild, G30
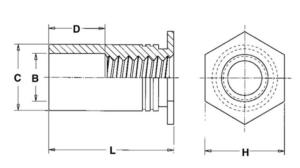
| SKU | SO-440-8 |
| Thread Size | 4-40 x .250″ |
| Hole size in sheet (+0.003/-.0.000) | .168″ |
| Minimum sheet thickness | 0.040″ |
| Maximum sheet thickness | .125″ |
| Fastener material | Steel |
| Minimum distance hole C/L to edge | 0.230″ |
| When determining the distance between two or more fasteners, you can calculate the distance by the formula, C/L to edge + 1/2 the diameter of the second mounting hole. | .345″ |
| Recommended panel material | Steel/Aluminum |
| Coating type | Zinc |
| Length | .250″ |
| Aluminum material ranges (5052, 6061, 7075) | 0.040″-0.125″ |
| Steel material ranges (CRS, HRPO, HR) | 0.048″-0.119″ |

We proudly use hardware by PEM
Stainless Steel: 304, 316
| SKU | SO4-440-8 |
| Thread Size | 440 |
| Hole size in sheet (+0.003/-.0.000) | .166″ |
| Minimum sheet thickness | 0.04″ |
| Maximum sheet thickness | .125″ |
| Fastener material | 400 Stainless Steel |
| Minimum distance hole C/L to edge | 0.230″ |
| When determining the distance between two or more fasteners, you can calculate the distance by the formula, C/L to edge + 1/2 the diameter of the second mounting hole. Example shown with x2 of the same hardware. | .313″ |
| Recommended panel material | Stainless Steel |
| Coating type | Passivated |
| Length | .250″ |
| 304 Stainless Steel material ranges | 0.048″-0.125″ |
| 316 Stainless Steel material ranges | 0.060″-0.125″ |