Designing and fabricating parts is always an investment. Even if the majority of the investment is personal time; why spend all that time designing and fabricating a part, just to have it fall prey to avoidable corrosion, or abrasion? The proper coating can prevent just that circumstance.
In this article, all of the current finishings offered by SendCutSend will be evaluated in a series of tests to highlight the benefits and performance with each of them on equal footing.
Abrasion Testing on SendCutSend Finishing Services
Abrasion is the scraping, rubbing, or wearing away by means of friction. The introduction of cracks or chips in the finish via abrasion can lead to other issues such as corrosion.
Abrasion was tested in two ways. First, a wire wheel was chucked in a drill, and held on the plates for one-second intervals. Second, a weight was attached to the plates, and a bolt passed through the plate was chucked in a drill. The bolt was spun at max speed on the drill for five seconds, simulating a loose fastener rubbing for an extended period of time.
Above: The setup for the wire wheel abrasion test is shown.
Abrasion Test #1: Wire Wheel Test
Winner: Powder Coated Steel
To quantify abrasion resistance via the wire wheel test, the time to expose an ~⅛” wide patch of bare metal was counted. To keep things consistent, the drill was mounted to a bench vise, and the same pressure was applied each time. Below is a table of the average times for each material and coating combination, with results shown in seconds to expose the bare metal.
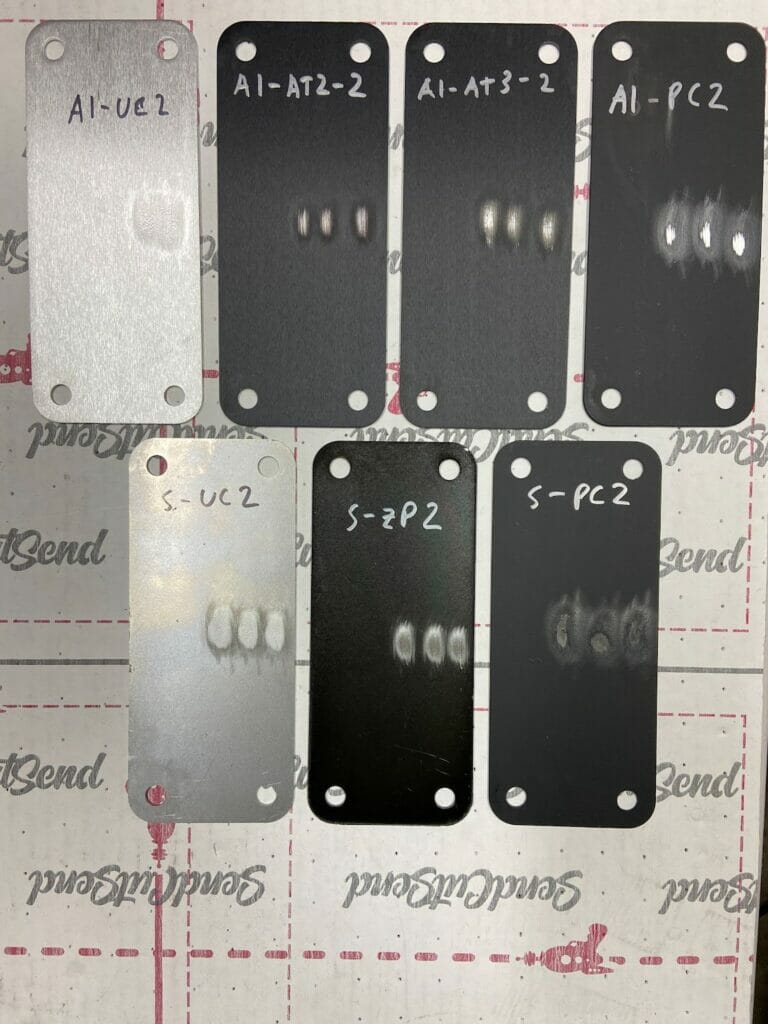
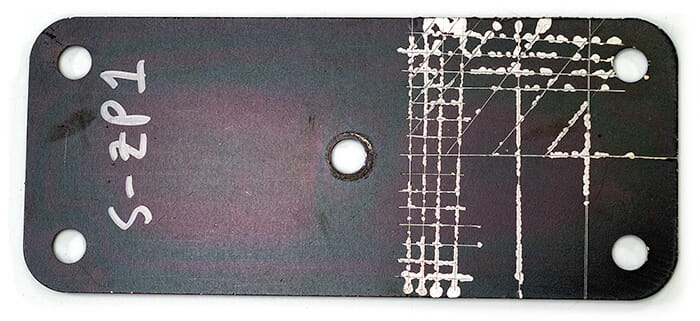
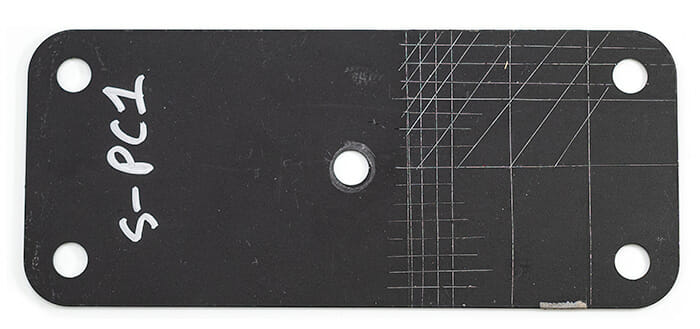
Above: The post-test results for the wire wheel abrasion testing.
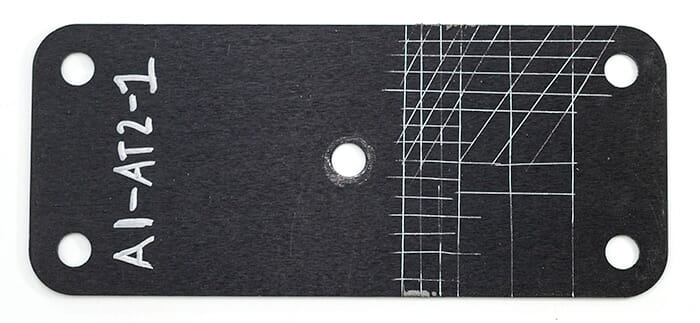
Aluminum Type 2 Anodized
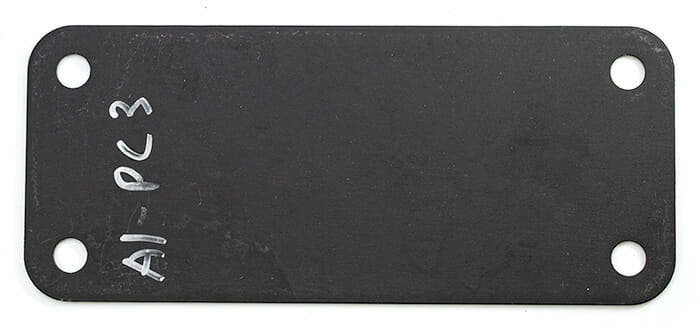
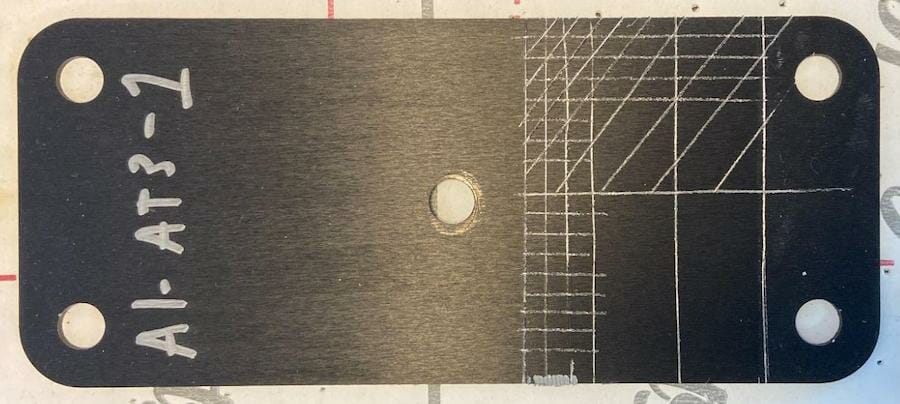
Aluminum Type 3 Anodized
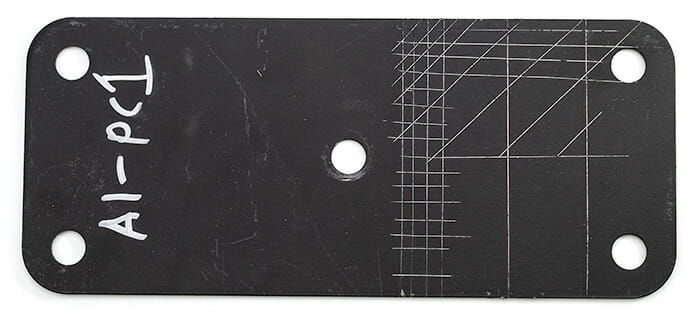
Aluminum Powder Coated
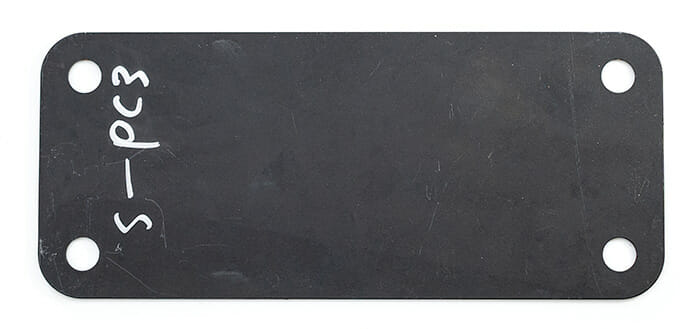
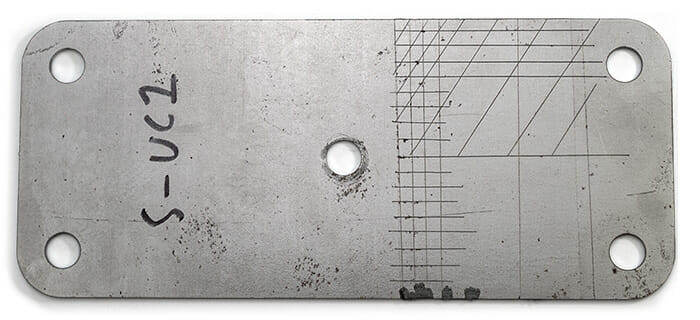
Steel Zinc Plated
Steel Powder Coated
Average
1.7
8.3
7.0
1.0
73.0
Standard Deviation
0.5
0.5
1.4
0.0
50.1
Bare aluminum/steel: Without a coating, the bare metals offered no resistance to the abrasion and both scratched readily.
Anodized aluminum – type 2: The type 2 anodized aluminum offered decent wear resistance and consistent performance, especially considering how thin type 2 anodizing is.
Anodized aluminum – type 3: Type 3 anodized aluminum was the runner-up for this test. It offered good wear resistance, while only adding a marginal amount of thickness to the overall part dimensions.
Powder coated aluminum:Powder coated aluminum fared well in this test, but it did not have the same resistance when the same coating is used on steel.
Zinc plated steel: Zinc plating offered minimal abrasion resistance, and was easily removed by the wire wheel. This is likely due to the brittle nature of the zinc coating.
Powder coated steel: Powder coated steel was the runaway winner of this test. The shortest time to remove the coating was significantly longer than the runner-ups’ longest time, and the average is nearly 10x the next coating.
Abrasion Test #2: Fastener Rubbing
Winner: Powder Coated Steel
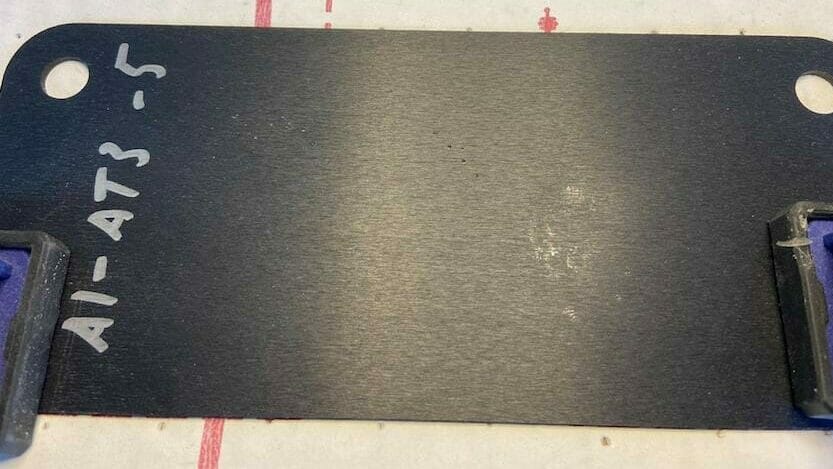
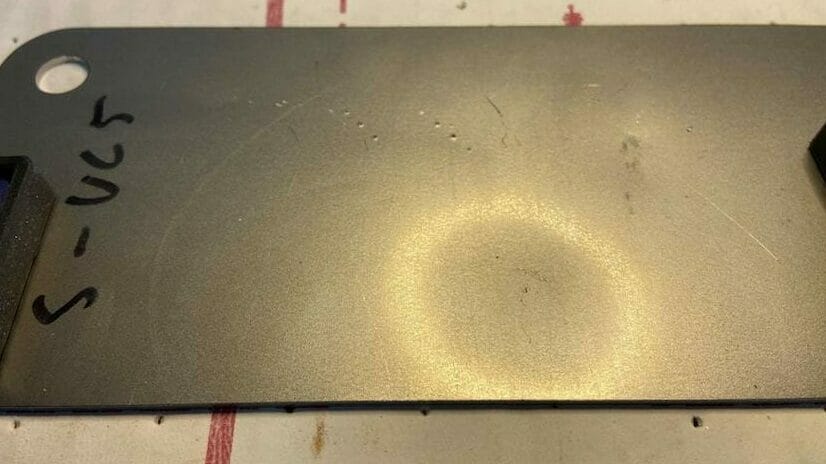
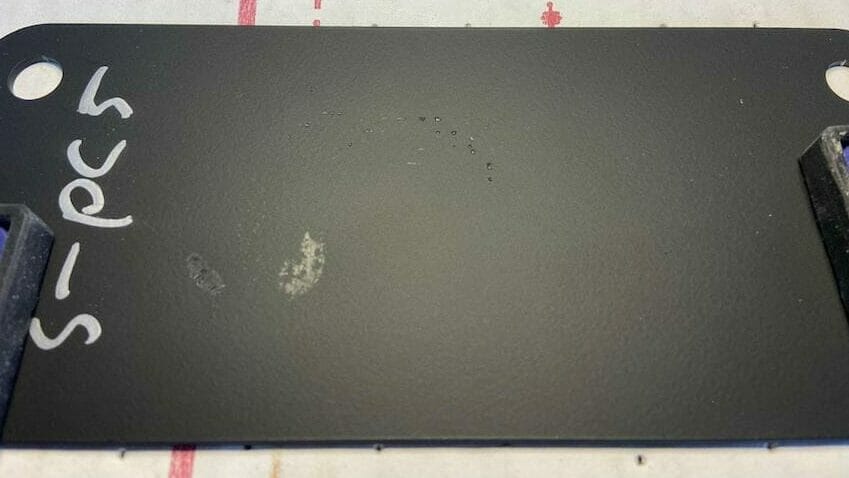
The second adhesion test simulated the long-term rubbing of a loose fastener against each of the plates. The spinning bolt and washer abraded the coatings to varying degrees.
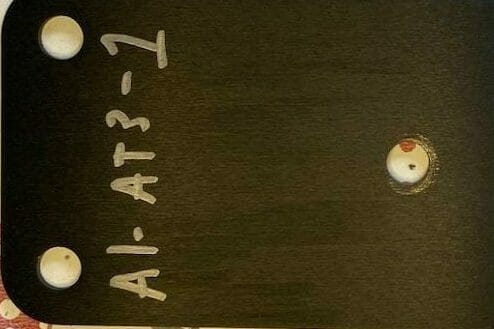
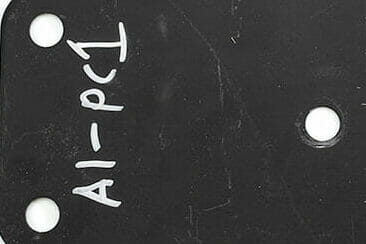
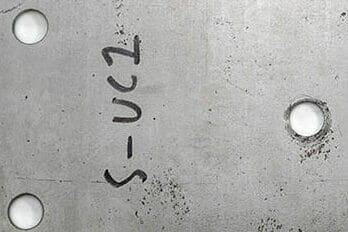
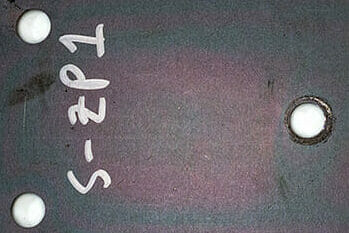
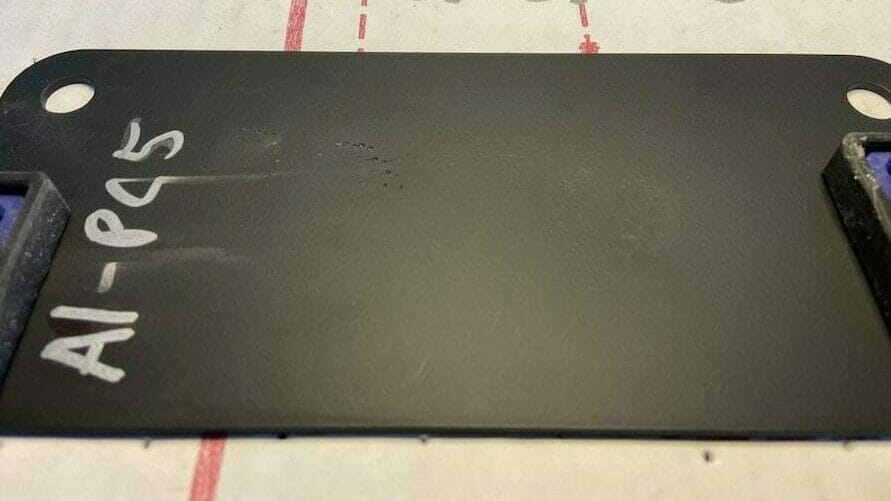
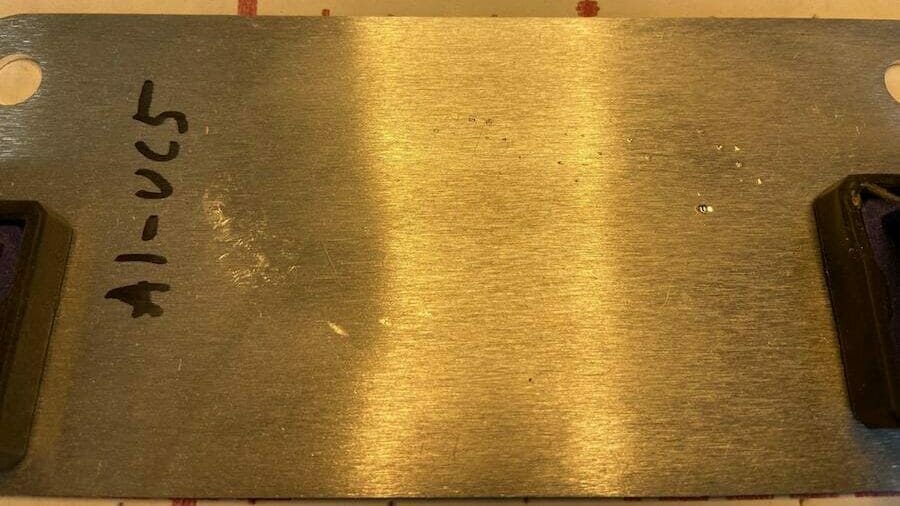
Powder coated steel: The powder coated steel fared the best in this test. With only minor surface scratches and discoloration to the coating itself, no underlying metal is exposed after the abrasion test. Note: the discoloration is a light gray, no underlying steel is showing through.Bare aluminum: As expected, the bare aluminum scratched and marred readily without any type of protective coating. Several scratches are visible tracing clear paths that the washer followed.Anodized aluminum – type 2: The type 2 anodized aluminum largely protected the underlying aluminum. While some bare metal is visible where the anodizing was worn through, most of the area under the washer is still intact.Anodized aluminum – type 3: Type 3 anodizing fared very similar to the type 2, though with less area worn through to expose the underlying aluminum.Powder coated aluminum: Powder coated aluminum fared the best of the aluminum coatings. It had some slight discoloration of the surface, and one small scratch that made it through the powder coating to the base metal. Note: The discoloration is light gray, no aluminum is exposed except the scratch which is a bright silver line on the left side of the circular wear pattern.Bare steel: The raw steel scratched easily with clear paths visible that the washer followed.Zinc plated steel: The zinc plating protected parts of the steel from being scratched. It performed similar to the type 2 anodized aluminum, and had a similar portion of the base metal exposed where the coating wore through.
Corrosion Test on SendCutSend Finishing Services
Winner: Powder Coated Aluminum/Steel
Corrosive environments are always a challenge to design for. Exposure to harsh chemicals, long-term outdoor use, or even high humidity pose unique requirements that must be accommodated.
Mild steel is not known for corrosion resistance; in order to use it in any kind of corrosive environment, a good coating is required. To accelerate natural corrosion on mild steel, a bath of vinegar, followed by a bath of peroxide and salt was used to corrode the steel.
On the other hand, aluminum is a fairly stable metal, it tends to be more inherently corrosion-resistant than mild steel. However, simple household bleach will deteriorate this normally sturdy material in a matter of hours.
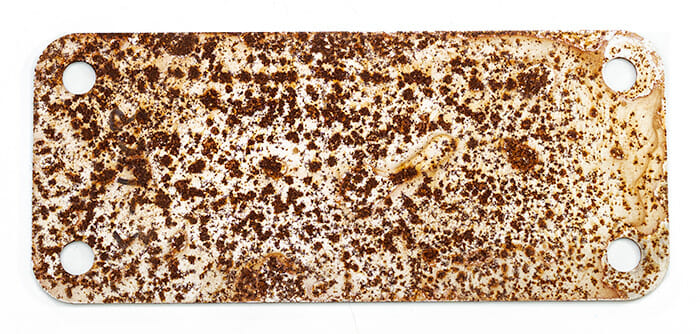
Above: The steel samples undergo rapid corrosion in the peroxide and salt solution.Above: After images of the plates used in the corrosion test.Powder coated aluminum/steel: For both aluminum and steel, powder coating was the clear winner of this category. There were no detectable changes to the color or surface finish of the powder coated steel. This part looks fresh from production!Bare aluminum: The uncoated aluminum developed a dull gray patina as well as pitting in the surface finish.Anodized aluminum – type 2: The type 2 anodization had moderate discoloration, changing from a flat black to a dark brown color, however, there was no impact to texture and no change to the underlying aluminum.Anodized aluminum – type 3: Type 3 anodizing had a subtle change in color, and similar to type 2, no change to the base metal or external texture. Bare steel: The uncoated steel corroded readily, and within minutes of the test start, was largely covered in dark rust spots. These spots ate away at the base metal, leaving pitting in the base metal.Zinc plated steel: While visibly the zinc plated steel changed drastically, the base metal was well protected. There was some minor dimensional and color change to the plate where the plating grew larger and yellowed as it corroded. However, no base metal was exposed at the end of the test. The coating acted as a sacrificial layer, keeping the steel well protected and intact. An interesting fact is that zinc plating will continue to protect the underlying steel even if the coating is compromised due to scratches or holes.
Dimensional Accuracy Test on SendCutSend Finishing Services
The addition of a coating will change the dimensions of finished parts, and depending on the coating process, the thickness might vary slightly across the part. Each plate was measured in multiple places before any other tests were performed, and the data summary is presented below in thousandths of an inch.
Aluminum Uncoated
Aluminum Type 2 Anodized
Aluminum Type 3 Anodized
Aluminum Powder Coated
Steel Uncoated
Steel Zinc Plated
Steel Powder Coated
Average Thickness
76.3
77.2
77.9
80.9
70.0
72.5
74.7
Standard Deviation
0.4
0.4
0.3
0.8
0.8
0.8
0.8
Difference from Uncoated
–
1.0
1.7
4.7
–
2.5
4.7
Bare aluminum: Uncoated aluminum has a good standard deviation, which indicates the bare aluminum thickness is very consistent.
Anodized aluminum – type 2: Like the bare aluminum, type 2 anodizing also had a very good standard deviation. Also of note is that it is the thinnest of the coatings compared, while also providing decent durability.
Anodized aluminum – type 3: Type 3 anodizing has the most consistent thickness of all of the coatings explored in this article. This slight improvement in consistency could potentially be due to the anodizing process eliminating slight variations in the thickness since half the thickness of anodizing “grows” inward. The thickness variation from bare aluminum is middle of the pack at 1.7 thou, offering a middle ground in dimensional accuracy along with good wear characteristics (as explored further in the article).
Bare steel: All the steel had the same standard deviation, at a respectable 0.8 thou.
Zinc plated steel: Zinc plated steel had the same standard deviation as bare steel, and is middle of the road in thickness at 2.5 thou.
Powder coated aluminum/steel: The powder coating of both aluminum and steel were very consistent between the two materials. Both coatings increased part thickness by 4.7 thou and had a standard deviation of 0.8 thou. Powder coating proved to have the least consistent thickness, and the largest average dimensional increase over uncoated materials (keep in mind that standard deviation is still below 1 thousandth of an inch, so it is still a very consistent coating process).
Crosshatch and Adhesive Test on SendCutSend Finishing Services
Winner: Nearly all passed the test
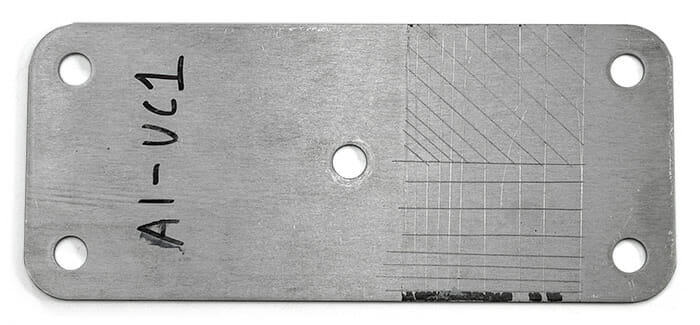
Coating adhesion to the underlying surface is evaluated with this test. First, the material is scored through the coating with a razor, then a strong adhesive is applied, cured, then removed. In this testing, permanent Gorilla tape is used as the adhesive. Both the plate and tape were heated gently then allowed to cure fully to increase adhesion.
Bare aluminum: No coating was present to remove with the adhesive, however the bare aluminum was scored as a baseline to qualitatively compare the difficulty to score the underlying metal through the coating. Note: blades were changed between coatings to ensure blade sharpness had no impact on scoring difficulty.Anodized aluminum – type 2: The type 2 anodizing was easy to score, only marginally more resistance than the bare aluminum. However, the adhesive did not remove any of the coating.Anodized aluminum – type 3: Type 3 anodizing was noticeably harder to score than type 2, with most lines requiring 2-3 passes of the razor while adding extra force in order to pierce the coating. Like type 2 anodizing, there was no coating damage due to the strong adhesive.Powder coated aluminum: Powder coated aluminum was in between type 2 and type 3 anodizing in difficulty to score. While the blade moved more smoothly through the powder coating than the anodizing, it took moderate force to pierce.Bare steel: No coating was present to remove with the adhesive, however, the bare steel was scored as a baseline to qualitatively compare the difficulty to score the underlying metal through the coating. Steel was harder to score than aluminum due to the inherently harder material. Note: blades were changed between coatings to ensure blade sharpness had no impact on scoring difficulty.Zinc plated steel: The zinc plated steel was comparable to type 3 anodized aluminum in difficulty to score, however the plating flaked often when the blade pierced it. This flaking led to coating failure when the adhesive was removed, and small flakes pulled off with the strong adhesive. Zinc plating was the only coating to show a negative performance with the adhesive test, likely due to the relatively brittle nature of zinc.Powder coated steel: Powder coated steel was more difficult to score than powder coated aluminum due to the harder base material making it more difficult to tell when the blade had penetrated the coating.
Bend Test
Winner: Powder Coated Steel
A manual hobbyist brake was used to bend each material combination. This test will show how the coating endures stretching around the outside corners, compression on the inside corner, and abrasion as the part slides in the brake while being bent.
Each of the samples is shown above post-bending test, note the varying degrees of abrasion where the brake contacted the samples.Powder coated steel: The powder coated steel performed the best in this test. It had visible wear marks on the outer radius, but the coating is intact for the entire part, including the inner radius where the sharp tool of the brake applies high pressure.Bare aluminum: Uncoated aluminum showed moderate scratching from the brake, and a small burr was raised in one spot on the outer radius.Anodized aluminum – type 2: Type 2 anodized aluminum showed cracking in the outer radius of the bend, as well as wear marks across most of the plate showing the coating was worn through. There was also moderate cracking on the inner radius of the bend.Anodized aluminum – type 3: The type 3 anodized aluminum fared slightly better than the type 2, and while all of the same areas had visible wear, the amount was reduced by approximately 20%. I.e. 20% less of the wear marks penetrated all the way through to the base metal.Powder coated aluminum: The powder coating performed the best of the aluminum coatings. It had visible wear marks on the outer radius of the bend, but very few locations that the coating was worn through. The outer corner was similar to type 3, in that the coating split along the outer bend, however the inner bend fared better, and had only one or two small points where the brake penetrated the inner radius coating.Bare steel: Uncoated steel showed moderate scratching from the brake, but no raised burrs like the uncoated aluminum.Zinc plated steel: The zinc plating fared the worst in this test. It has significant chipping on both the inner and outer radius of the part, as well as on the sides. The wear marks also have several small spots where the brake wore through to the base metal. The cracking is likely due to the relatively brittle nature of zinc.
Impact Test on SendCutSend Finishing Services
Winner: Powder Coated Aluminum
Impact loading is very tough on coatings. In order to test the durability of the coatings under an impact load, each sample was subjected to two strikes from a flat-faced ball peen-hammer, as well as two strikes from the milled face of a framing hammer. The strike force was kept consistent for each coating.
Powder coated aluminum: Powder coated aluminum was the clear winner of the coatings for the impact test. The ball-peen hammer only discolored the coating due to mild abrasion, it never penetrated the powder coating. The milled face hammer left more pockets than on the type 3 anodizing, however the same amount of bare metal was exposed (very little). The plate also had the least deformation of the aluminum plates tested.Bare aluminum: The uncoated aluminum scratched easily. The ball-peen hammer slightly bent the sample, while the milled face hammer left a deep gauge that raised a burr on the edge of the strike. Anodized aluminum – type 2: Type 2 anodized aluminum fared better, but still had scratches through the finish and visible deformation from the ball-peen hammer. The mill faced hammer scratched through the anodizing in several small places.Anodized aluminum – type 3: Type 3 anodizing held up very well to the impact. The ball-peen hammer very slightly dented the aluminum, but only left a very small scratch that made it through the coating. The mill faced hammer scratched through the anodizing in a few small places, comparable to the type 2 anodizing.Bare steel: The ball-peen hammer did not scratch the uncoated steel at all, likely due to how much harder steel is than aluminum. The milled face hammer left several pockets in the steel, but none large enough to raise a burr.Zinc plated steel: The zinc plating did very well in the impact test. It had minimal damage from the ball-peen hammer, with only two small scuffs that made it through the coating. It had the best performance on the milled face hammer of any coating, with only a handful of specs where the bare metal was exposed.Powder coated steel: The powder coated steel performed similar to the powder coated aluminum with respect to the ball-peen hammer, and only had mild discoloration with no bare metal exposed. The milled face hammer scratched through the coating in many places, but the powder coat still performed well. Note: the discoloration is a light gray, no underlying steel is showing through the ball-peen strike on the top half of the plate.
Cost Effectiveness
Winner: Powder Coated Aluminum/Steel
Below the four coating options are organized from least to most expensive relative to an uncoated part.
(Lowest Cost) Powder coating Type 2 Anodizing Zinc Plating Type 3 Anodizing (Highest Cost)
Each of the coatings tested excels in some areas, and has downfalls in others. The specifics of a design must be taken into account in order to determine which coating is most suitable for a part. For minimal impacts to final dimensions, type 2 anodizing and zinc plating are the best options; whereas for wear resistance powder coating is the top choice.
Corrosion resistance is more complicated. For low abrasion tasks, powder coating will preserve parts the longest. However, if the coating gets scratched or abraded away, then the powder coated part will succumb to corrosion much faster than a zinc plated part since zinc plating acts as a sacrificial layer for corrosion regardless of if it is scratched. A great all around option for aluminum is type 3 anodizing. While it did not win the top spot on any of the above tests, it performed very well in all of them, making it a safe choice to perform well at most tasks.
If you are new to SendCutSend, here’s a handy step-by-step guide on how to order parts from us: How to Order Parts from SendCutSend (Spoiler alert: it’s super simple and intuitive!)
Upload your CAD design, or try one of our customizable part templates to get instant pricing on your custom laser cut parts. All delivered to your door in a matter of days.