


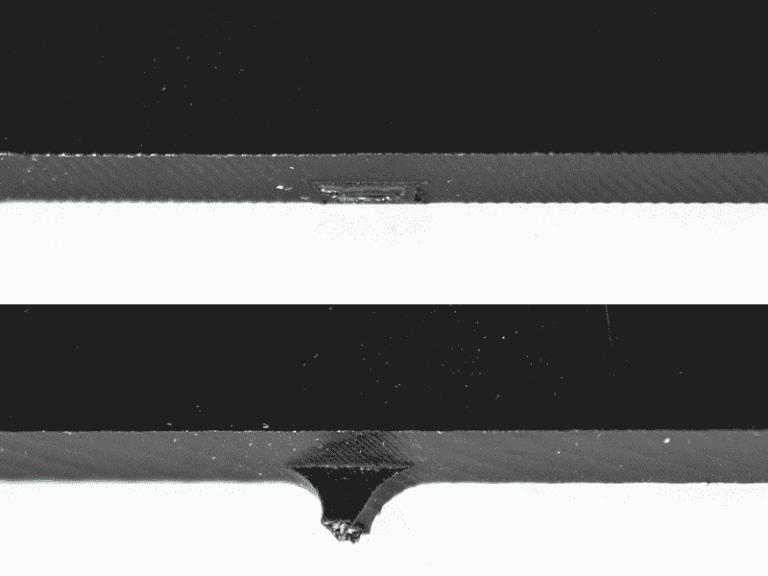
This accounts for the kerf of the waterjet
This is normal and is a result of the abrasive cutting process.
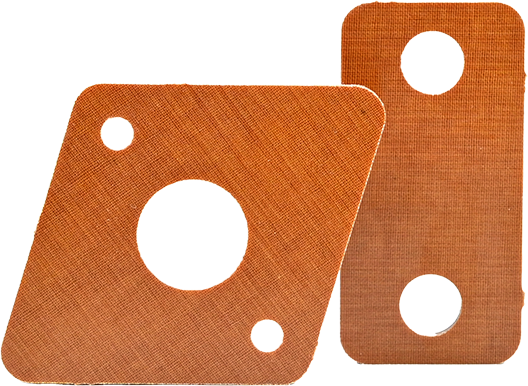
All parts cut using the waterjet will have small fixturing tabs left over on the edges.
These are cosmetic and part of the standard process.
Parts are dried prior to shipment, but minimal moisture may still be present upon arrival.