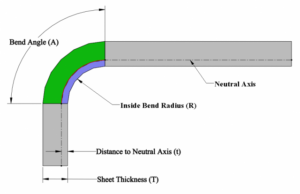
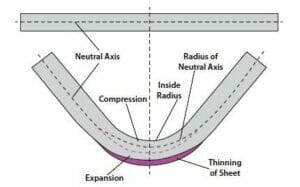
The K-factor in sheet metal bending represents the ratio between the thickness of the metal and an invisible line called the “neutral axis.” When a flat piece of material is bent the inside face of the bend is compressed and the outside part stretches. This deformation of the material creates a thinning effect in the middle of the bend (similar to how a rubber band thins when stretched). This neutral axis that divides the metal’s thickness in half shifts with the bend towards the inside of the bend. The K-factor helps determine how much the metal inside the bend compresses and the metal outside the bend expands, affecting the overall part length.
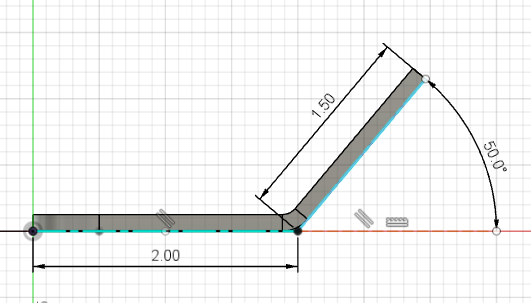
Knowing the K-factor in addition to the tooling and bend angles is essential to obtaining a correct flange length. This is because all three effect the expansion and compression of the part in the bend area.
The K Factor is a critical ratio used in calculating the Bend Allowance (amount of stretch). The formula below shows this relationship between the centerline thickness (t) in the middle of the bend and starting material thickness (MT).
K=(t/MT)
T = Centerline thickness in bend
MT = Material Thickness
Bend Allowance is the arc length of the neutral axis through the bend. It tells us how much extra length is generated by the bend deforming. If you know the size of your flat material and want to calculate how long the flanges will be after bending, Bend Allowance is what you want.
You can derive the Bend Allowance (BA) by using the K , Bend Radius (R), Bend Angle (A) and Material Thickness using the formula below.
BA=Pi*(R+K*T)*A/180
In this formula:
This formula calculates the length of the neutral axis along the bend, which is essential for determining how much extra material length is needed to create a bend accurately. This extra length is then used to apply the bend deduction to the flat pattern of your part.
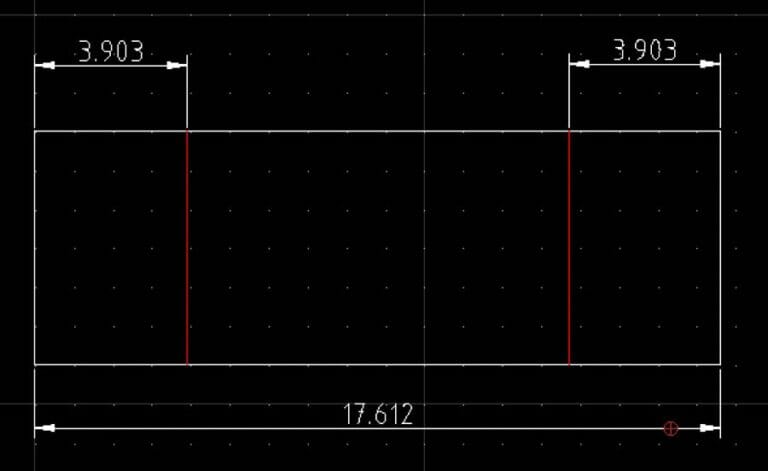
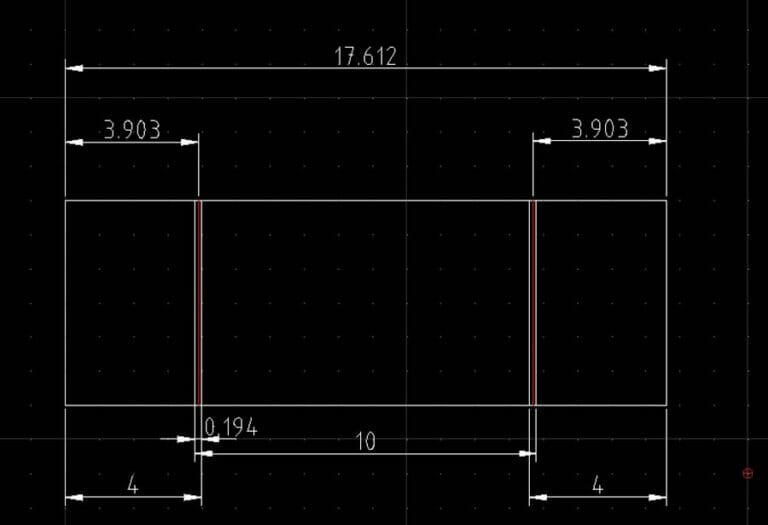
Bend deduction represents the length of material that should be removed from a flange to account for the stretch (bend allowance) that occurs during the bending process.
The goal of the bend calculation is to predict the amount the material will stretch, reduce that amount of material from the part before the bending so that during the stretching process the part elongates to the final desired length.
Bend Deduction = 2 × OSSB – BA
OSSB = Outside Setback
BA = bend allowance