
With resources like this video guide for tapping, we’re making tapping laser cut holes simple, affordable, and accessible. Whether you’re tapping 10 custom parts or 1,000 products for your own company, SendCutSend has got you covered.
Tapping involves a lot of dimensions, premeditated hardware choices, and additional design considerations that may be confusing if you have never tapped anything before. Watch the video or follow along with the transcript below to learn the basics of tapping laser cut holes.
Video Guide for Tapping for Laser Cut Holes
What is tapping?
Tapping is the process of creating a helical pattern inside the hole of a part. That helical pattern engages the thread of a screw or bolt that you’re planning on putting into that hole to fixture something. But how is that thread made?
The thread is made with a tool called a tap. (That’s why we call it tapping.) A tapping tool has a tapered leading edge and a cutting thread edge that matches the bolt or screw that you’re planning on threading into the part.

Thread pitch definition for tapping laser cut holes
When you’re choosing the thread that you’re going to be using in the part, you have a lot of different thread configurations with respect to bolts and screws to choose from.
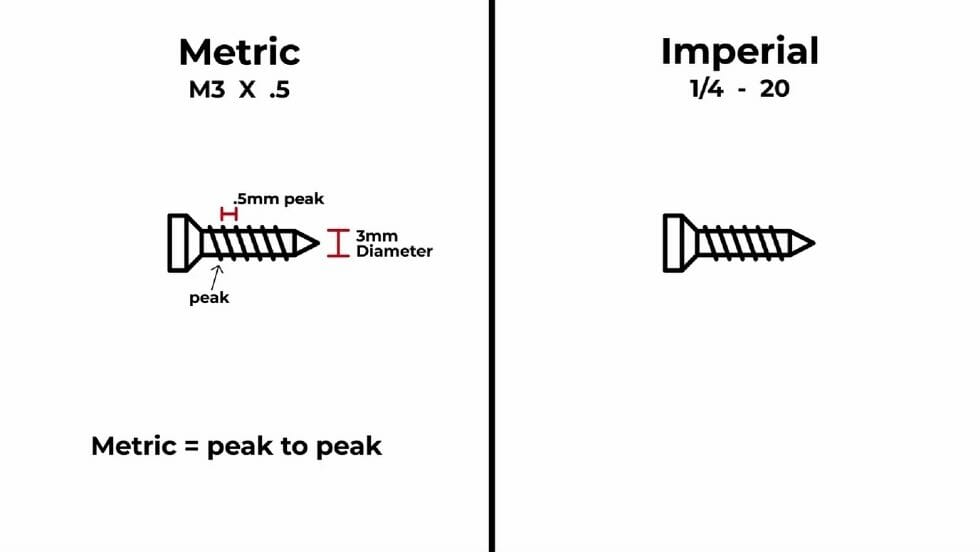
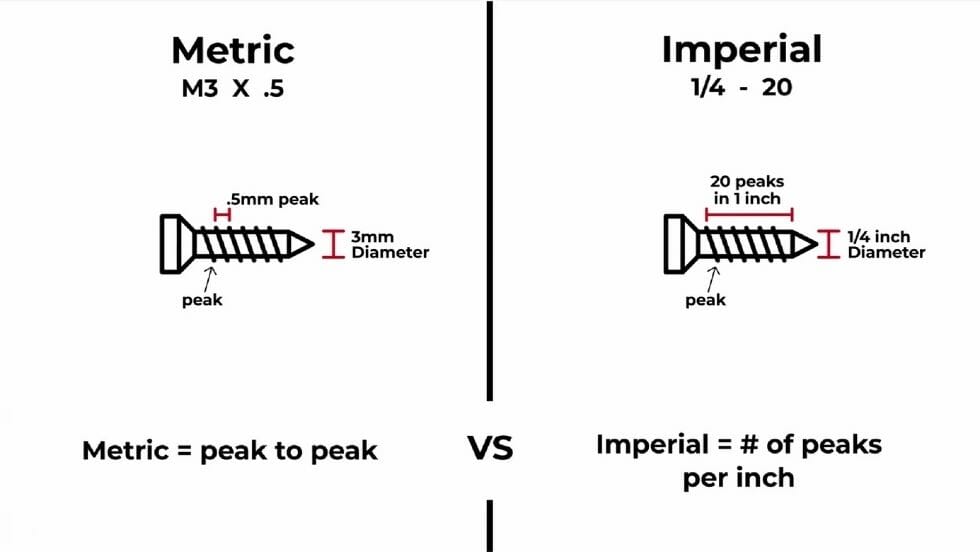
With Imperial and Metric, they call out the threads differently. In the Metric system, you might have an M3 by a .5mm bolt. What that’s actually saying is that you have a 3mm outside diameter of that bolt, with a .5 pitch. That .5 pitch is the measurement in millimeters from one peak to the next peak of the bolt.
In the imperial system, we call out the threads differently. Let’s say we have a 1/4-20 bolt. There’s a 1/4 inch outside diameter on that bolt, with a 20 pitch. 20 being the number of peaks you have within an inch of that bolt. So if we count each peak, we should have 20 within that inch.
Tapping hole size
Now that you know how imperial and metric threads are different, let’s talk about the hole that needs to be created in the part to tap and put in that helical pattern that we talked about earlier.
If the hole is too large or too small, it can change the thread engagement between the bolt and the tapped hole that’s in the part. Too low of thread engagement can cause that part to strip out and fail, whereas too much thread engagement can cause that part to gall and stick. Also when we’re tapping laser cut holes, too small of a hole can also cause the tap to bind and break during the manufacturing process.

If you take a look at our Tapping Guidelines, you can see a tapping chart for the material and different thread pitches that we have. [Be sure to check out our Tapping Min/Max chart, which shows the minimum and maximum tap sizes we offer depending on your chosen material.]
Select a thread pitch and tap size that’s within the range that we offer and put it into your drawing as that hole size. That’ll ensure that the parts we tap for you will come out the way that you want them to.
Tapping starts at only $3 per tapping operation. The more you order, the more you save! You can get up to 59% off your order if you increase the quantity of tapping operations. If you have any other questions about your design, please don’t hesitate to reach out to our support team.




