
Powder coating is one of the most durable finishing processes in online laser cutting. It’s impact, chemical, and weather resistant–and it looks great! We’ve already talked about all the ways powder coating is superior as a finishing process, but why don’t we show you what powder coating durability really looks like?
We took laser cut aluminum (5052) brackets and powder coated them in gloss black. Then we tried to push the finishing process to its breaking point. Here’s what we learned.
Test Base: 3 Laser Cut Aluminum Brackets



Three laser cut aluminum brackets that were cut and powder coated by SendCutSend prior to testing.
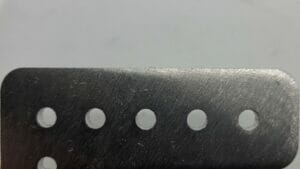
On the far left, we have the powder coated .125” 5052 Aluminum. All our powder coated parts are deburred prior to powder coating, so this has a nice slightly rounded edge and the smooth surface allowed the powder coating to adhere to it well. Notice how even the inside of the bracket holes are 100% coated and no bare metal is visible. This takes the finishing of the part to a higher level than just a simple paint job. The only thing really noticeable through the powder coating is the tab left over from the machining process, and between the deburring and powder build up, it is significantly more hidden than on the other parts.


In the middle you can see the painted bracket. This is painted in a hardware store brand gloss black, attempting the same color and style of finishing as the powder coating. These brackets were not deburred by SendCutSend, although we did roughen the surface with Scotch-Brite and wipe them down with acetone prior to painting to give the paint a fighting chance of handling the durability tests. The inner surface of the holes show bare metal due to the difficulty of maneuvering paint spray, and machining imperfections like scratches and the tab are visible through the finish.
Finally we just have a bare metal bracket, with no deburring, cleaning, or finishing process of any kind applied to it. There are obvious scratches, some burrs on the edges, and a general unfinished appearance.
How Powder Coating is Applied
The biggest thing to know about powder coating is that it’s electrostatically applied, so all materials that are powder coated must be conductive. Powder coating is a polymer, and essentially cures as a hard plastic bonded to the metal it’s coating. Because it’s a powder form instead of a liquid, there is no surface runoff or Volatile Organic Compounds (VOCs) so it’s cleaner and better for the environment.
Generally, powder coating is one of the strongest finishes there is. While there are plenty of studies testing powder coating durability, we wanted to put SendCutSend powder coating specifically to the test so you can see exactly what to expect from your powder coated parts, versus parts you spray paint at home or leave unfinished.
SendCutSend Powder Coating Durability Tests
We chose six tests to show several different kinds of durability:
- High Impact
- Geometry Introduction
- Manual Press Bend
- High Stress
- Crosshatch and Adhesive
- Simulated Long-term Weathering
Although this isn’t a comprehensive list of all the durability tests often used on powder coating, it displays the widest range of conclusions and will show you exactly what your powder coated parts are made to withstand.
Test #1: How Does Powder Coating Stand Up to Impacts?
For this test, we put each bracket at the different stages of finishing on a plank and used a ball-peen hammer to simulate high-impact applications.

Bare aluminum: The bare laser cut aluminum bracket was easily scratched and pocketed by the ball-peen hammer, showing no resistance to impact.


Spray painted aluminum: The paint easily chipped away during impact testing, exposing the aluminum underneath. Areas around the impact site also showed cracking where the paint was pulling away from the surface of the bracket. Paint continued to flake off after testing, and paint that did remain on the bracket was scratched and dulled.


Powder coated aluminum: The powder coated bracket held up the best out of all three. After hammering it for several minutes without seeing chipping, we removed the plank and hammered it against the bare pavement to push it to the breaking point. All this did was allow the ball-peen to sink further into the metal, creating a ridge on the surface, and even still, the coating did not crack or chip.
Test #2: How Does Powder Coating Stand Up to New Geometry Introduction in a Part?

This test was specifically to show chipping or cracking around a tool introduction site on the parts. For the sake of the test, we will say we received the brackets and realized we needed an additional hole for mounting and needed to drill all the way through the material.

Bare aluminum: As you might expect, nothing out of the ordinary appeared on the surface of the bare aluminum. There is a small burr around the edge, but this can easily be removed by a hand deburring tool, especially since the hole isn’t tapped.

Spray painted aluminum: As with on the bare aluminum, there is a small burr on the inner edge of the new hole. There is an almost imperceptible amount of flaking beginning to occur on the outside of the hole. The real value of spray painting comes up here, however: if you need to cut, drill, or otherwise modify your part after it’s painted, you can always deburr and repaint it yourself without much time lost.

Powder coated aluminum: The drill had more difficulty piercing through the powder coating, as it’s significantly harder and thicker than the paint. However, it still created a small amount of burr. The coating did not crack or flake, even with the burr raising the lip of the part.
Test #3: Does Powder Coating Stand Up to Bending in a Manual Press?

In this test, we used a manual brake you would find in a small machine shop to bend the parts. The goal was to see what kind of die marks would be left behind on the finishing, as well as to see if the finishing would crack around the “stretched” corners of the sheet metal.


Bare aluminum: The manual brake left significant cosmetic and tolerance-affecting marks on the surface of the part. The tooling grabbed the surface of the metal and “pulled” it inwards, creating a scraped and gathered effect on the outer radius. The scratching is quite obvious, leaving the part with a rough, unattractive surface. We do want to note: this kind of distortion does not occur on a larger, CNC press brake.
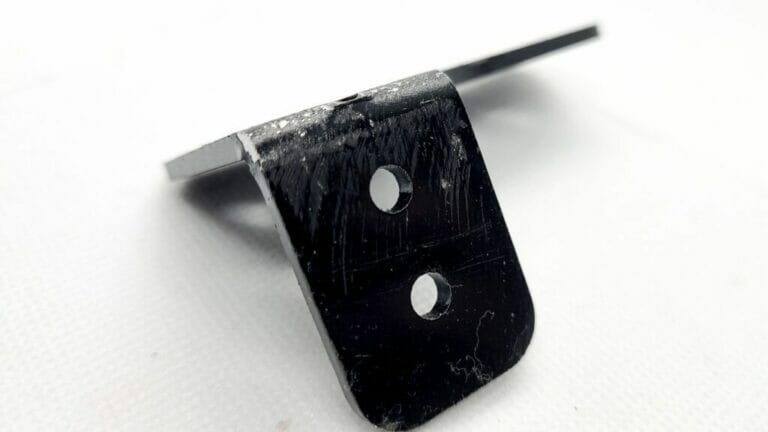

Spray painted aluminum: While the spray painted part fared better in the manual press and nothing was so disfigured as to affect the tolerances, it was left cosmetically impaired in a way that would be difficult to fix with another coat of paint. The paint did chip and flake around the die marks, and this is especially noticeable on the inner radius of the bend, where it’s particularly difficult to repaint effectively.



Powder coated aluminum: Upon first glance, this bracket looks like it may have been powder coated after bending in the manual brake. With no chipping or significant scratching on the inner or outer corners of the bend, the cosmetic finish is essentially unaffected by the tooling. The only noticeable flaw is where the tooling pinched the powder coating and caused it to gather slightly on the inner radius. For the most part, the powder coating “stretched” along with the material, allowing the coating to form to the new bends.
Note: We do not recommend bending parts that have already been powder coated. The results are entirely dependent upon the bending setup and the material used, and forming the material after it’s been powder coated can often result in cracking or flaking. If you need powder coated parts that are also bent, we recommend utilizing our bending service to bend your parts prior to going through the powder coating process.
Test #4: How Do Powder Coated Parts Handle High Stress?
To simulate a high stress application, we ran over each bracket with a small car on a paved driveway.


Bare aluminum: The bare aluminum was easily scratched, though didn’t show any warping from the slow introduction of weight. There was quite a bit of gouging on the surface of the part, not to be easily deburred away or covered up with a finish.


Spray painted aluminum: The spray paint easily chipped away from the aluminum, exposing the bare metal underneath. The paint also did not protect the material from gouging or pocketing from the pavement underneath the weight of the car. Although there were no issues with the tolerances of the part being affected, it is effectively cosmetically ruined.


Powder coated aluminum: The powder coating once again did not chip, crack, or flake away from the laser cut aluminum. Although the surface did experience some gouging, it was never enough to expose the bare metal underneath the coating and only left some minor cosmetic pocketing. While this can’t really be fixed, it does not particularly affect the final look of the part and certainly does not affect its tolerances.
Test #5: How Do Powder Coated Parts Withstand Crosshatching and Adhesive?
The goal here was to test the adhesion of powder coating to the material surface. By creating a crosshatch pattern with a blade and covering it with a powerful adhesive you then remove, it’s possible to see how well the finishing adheres to the
metal surface based on how much of the finishing is removed by the introduced adhesive. For this test, we covered the brackets with Permanent Gorilla Tape which we then heated and allowed to cure to increase its grip on the part.

Bare aluminum: This is just to clearly show the depth to which the blade gouged in the aluminum. The bracket is noticeably marred beyond surface scratching. We wanted to show this because it’s somewhat difficult to see in the above videos how deeply the blade is penetrating the coating.


Spray painted aluminum: The adhesive was extremely difficult to remove, and you can see why. After the part was cleared of remaining adhesive, it’s obvious just how much paint the tape actually removed. The paint did not adhere well to the bracket, which caused it to easily pull away from the metal surface with even the slightest of cuts and force.

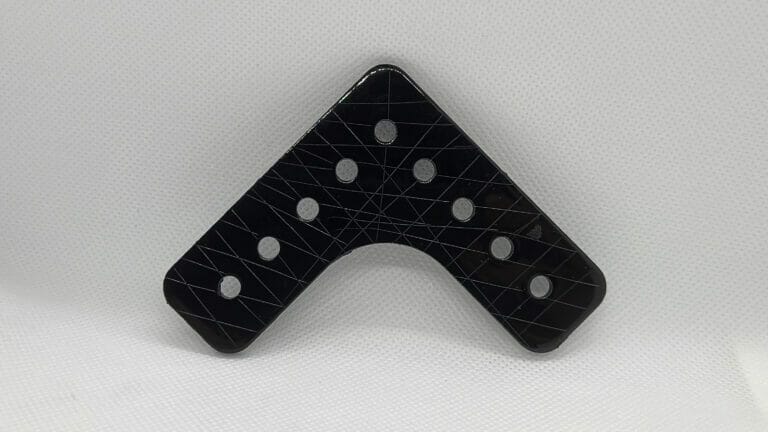
Powder coated aluminum: After several minutes of heating the tape and applying additional friction and force to ensure it was adhered, the powder coated aluminum bracket still pulled away from the tape with ease. And even with a particularly deep cut in the finish, none of the coating even flaked away from the crosshatch sites. This proves the value in a finishing process that is electrostatically applied: with a hard protective coating and an adhesion that can’t be otherwise replicated, the powder coating essentially becomes one with the metal. This is as opposed to paint, which doesn’t bond to the material effectively.
Test #6: How Does Powder Coating Stand Up to Simulated Weathering?

The most damning conclusion when testing the durability of powder coating comes from a part weathering test. Now we don’t have 10 years to wait around and watch aluminum corrode, but we do have chemical compounds to simulate long-term weathering over the course of 72 hours. So we created a chemical bath (using peracetic acid and salt) in which to submerge the three brackets, and left it exposed to the elements for 3 days to give the chemicals a chance to really eat away at the surface of the parts. The results are conclusive.


Bare aluminum: With no finishing process or additional coating of any kind, the bare aluminum fared the worst. The metal pitting shown here is pretty violent, with almost no metal visible through the patina. The pitting has caused the surface to be rough and uneven, and has made the bracket itself feel brittle and weak. This is also 5052 aluminum, which is known for marine applications due to its corrosion resistance, and SendCutSend stocks only the highest quality materials. We say all this to show just how corrosive of an environment we created for this test.


Spray painted aluminum: Although significantly more protected than the bare aluminum, the spray paint did surprisingly little to seal the bracket. In the close-up images, you can see that the chemical bath started to eat away at the paint, leaving some exposed metal to corrode. The cut edges of the bracket are particularly eaten away because some of the oxidation layer was cut away from the edges during machining, leaving those areas more susceptible to weathering. Overall, the spray painted parts prove that some finishing is better than no finishing, although spray paint is not the most effective.


Powder coated aluminum: After removing the brackets from the chemical bath, we did our best to clean away the excess chemicals and any sediment that may have built up from the container or elements. We were left with what’s shown here and in the above images. Where pitting has destroyed the bare aluminum and the chemicals have eaten away at the paint, the powder coating remains unblemished and smooth. There is a small amount of oxidation occurring in the corner of the bracket where the chemical compound has eaten away some of the glossy finish, but besides that, the part looks exactly as it did immediately after powder coating.
Online Laser Cutting and Powder Coating for Custom Sheet Metal Parts
After testing the durability of powder coating, spray paint, and unfinished metal, we have seen, conclusively, that powder coating is more durable than the others by an order of magnitude. It is designed to literally stand the test of time, keeping your parts sealed away from the elements, as well as protecting them from high impact and high stress situations. The level to which it bonds to the metal is unseen in paint finishes, ensuring that you won’t have to touch up the coating for decades.
We can’t wait to see how you’ll put your powder coated parts to the test. Read our powder coating guidelines and get your instant pricing powder coating order in today!
If you’re interested in learning more about how to use SendCutSend’s powder coating service, check out our blog post on optimizing your parts for powder coating.





{kind=link}