
We machine and process your parts as quickly as possible, but keep in mind that anodizing will add 7-10 business days to the processing time for your order.
For the best turnaround times, we recommend splitting any parts that require anodizing into their own separate order This allows us to process the anodized parts separately and ship your non-anodized parts as soon as they’re ready.
Many non-ferrous metals can be anodized, but aluminum is the best candidate and creates the most successful finish. At this time, we offer three different aluminum alloys for sulfuric anodizing:

Type II, Class II
MIL-A-8625
Type II, Class I
MIL-A-8625
Type II, Class II
MIL-A-8625

Type II, Class II
MIL-A-8625

Type II, Class II
MIL-A-8625
Colors may vary by batch. Click swatches to view.
All anodized parts must be at least 1″ x 3″ when flat to meet handling and deburring needs. The shortest dimension should be no smaller than 1″, and the whole square area of the part should be no less than 3”.
Anodized parts can be a maximum of 23” x 23” when flat (prior to any required bending services). Anodizing limits the maximum size of the part, but keep in mind that your parts also need to fit within linear deburring geometry requirements. Deburring will be a preselected option on all anodized parts.


The minimum sizing for anodized CNC machined billet is 1” x 3” x 1″.
The maximum size is 7″ x 7″ x 12″.
We require that all anodized parts include a hole for processing for both laser cut sheet metal and CNC machined billet parts
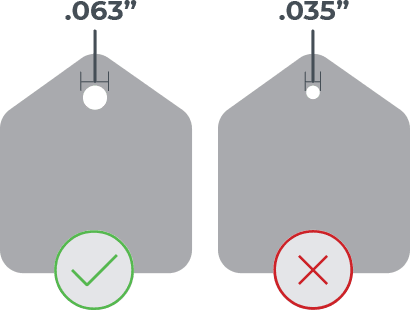
The hole must be a minimum of .063” (1.60mm), but if your chosen material and thickness has a minimum hole size that’s larger than .063” (1.60mm), the provided hole should align with that hole size instead.
Minimum hole size is approximately 50% of the material thickness for laser cut materials. Confirm the minimum hole size for each material thickness by referencing the specifications listed in our Material Catalog.
When anodizing CNC machined parts, our process requires us to hang or secure your parts. To accommodate this process please ensure your design includes one of the following:
Best option: add at least one through hole that is at least .125” / 3.175mm wide to your design
Next best option: add at least one threaded blind hole at least 4-40 (.091”) or 3mm wide to your design, with a thread depth at least 1.5x the hole’s diameter deep.
If adding a hole is not an option for your design, we can pinch opposing surfaces on your part with our racking. You’ll see small marks of discoloration or anodized spots at those pinch locations.
Please tell us which opposing surfaces you prefer we use by leaving an order note at the Address & Billing step before checkout. Our machining team will reach out if there are any questions.
If you have questions, reach out to our Support team!

We accept .ai, .dxf, .dwg, .eps, .stp, and .step
Customize one of our simple parts templates

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}