
Calipers might look straightforward, but there’s a lot more to this precision tool than meets the eye. Beyond the obvious jaws, most calipers actually offer four distinct measuring surfaces—or datums—that can help you capture a wide range of dimensions with surprising accuracy. And with a few simple techniques, you can boost both the speed and precision of your measurements.
Whether you’re double-checking dimensions on a laser cut part or dialing in a design before sending it off to be cut, calipers are a must-have in any maker’s toolkit. At SendCutSend, our fiber lasers can hold tolerances as tight as ±0.005″, and with the right measuring tools, you can take full advantage of that precision.
In this guide, we’ll walk through some practical tips and tricks to help you get the most out of your calipers on your next project.
Caliper Controls
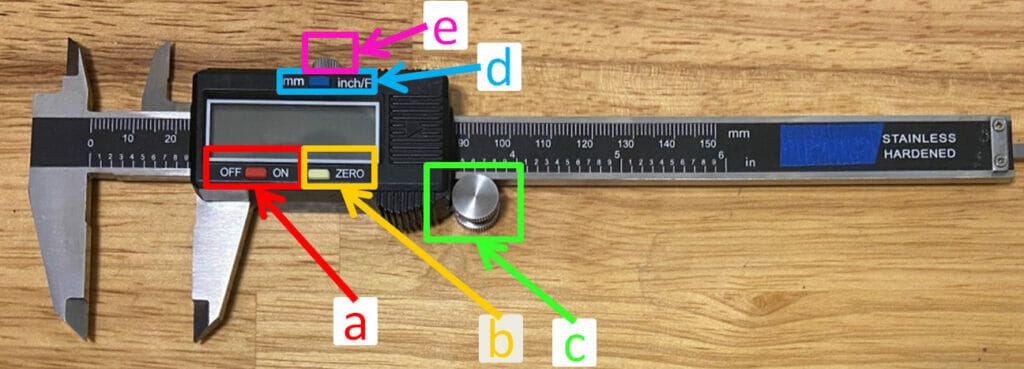
Above each of the controls common to most calipers is highlighted.
- On/Off Button – Powers the device on or off, some calipers automatically start when the jaws move
- Zero Button – Changes the current measurement to be zero, regardless of positioning of the jaws
- Thumb Wheel – Moves the jaws of the calipers
- Units Button – Changes the units displayed between English and Metric, some models can also display fractional measurements
- Locking Screw – Locks the calipers in place when tightened down
Measurement Surfaces
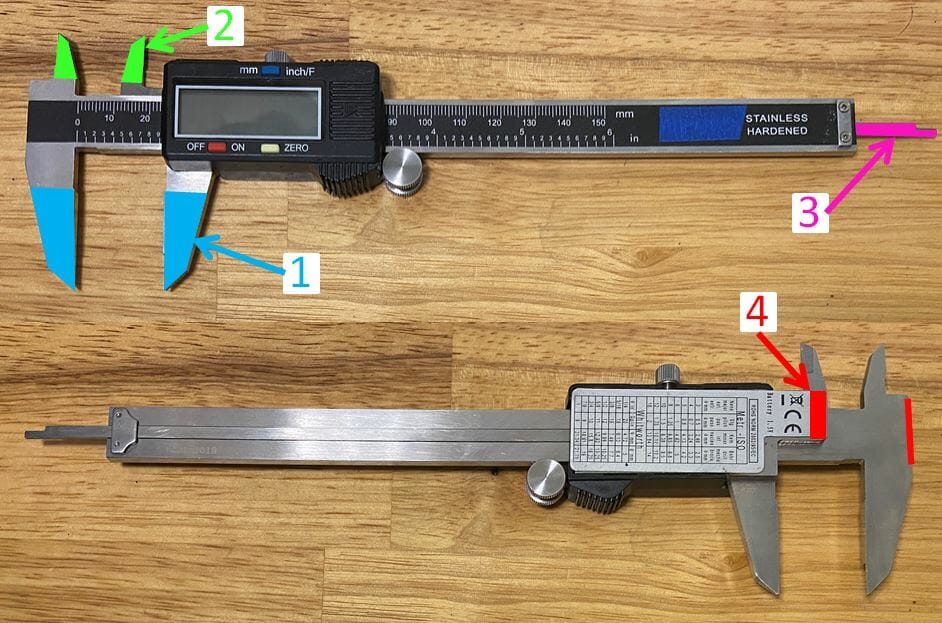
Each of the four measurement surfaces is highlighted and numbered in the above image. Each datum is explained below.
1. External Jaws – for outer dimensions
These are the standard measuring surfaces that are most often used. They measure the outer dimensions of objects, and can be used to score lines onto work parts (explained below). In the diagram the jaws are highlighted blue and labeled as number 1.

The external jaws are used to measure the outer dimensions of objects.
2. Internal Jaws- for inner dimensions
The next most commonly used measurement surface are the inner jaws. These can measure inner dimensions or hole diameters. In the diagram the jaws are highlighted green and labeled as number 2.

The internal jaws are used to measure the internal diameter.
3. Depth Gauge/Rod – Pockets and depths
This measuring surface is on the opposite end from the other three. As the caliper jaws are separated, a rod protrudes from the end. This rod is used to measure the depth of internal features such as pockets and holes.
A word of caution, this datum tends to not be very precise without great care, as it is very easy to have the caliper not square to the top surface, impacting the measurement. In the diagram the rod is highlighted pink and labeled as number 3.

The depth gauge (highlighted pink) measures pockets from the top surface.
4. Step/Height Gauge – Measuring from an edge, step, shoulder
This datum is the most often overlooked, but a very useful feature. Hidden behind the external jaws, this measuring surface is used to measure steps, shoulders, or most parallel edges. In the diagram the step gauge is highlighted red and labeled as number 4.

The step gauge (highlighted red) measures ledges, steps, or other parallel surfaces.
Caliper Tips and Tricks
Always zero calipers before each use
While most modern calipers are very repeatable, there is always the chance that a caliper has drifted due to electronics issues or thermal shifts. A more likely issue is when the calipers were last used, a non-zero offset was set on the calipers, which could introduce a large error in any measurements taken. Therefore it is best practice to always zero out calipers before any measurements are taken. It is very frustrating to take a large number of measurements, only to realize as the calipers are going back into the case that the reading isn’t zero with the jaws closed. Many engineers/designers make this mistake, but usually it is only once.
Confirm the calipers are “Zero’d” by opening and closing them a few times being sure that they read 0.0000 every time they close.
Move calipers around to get most accurate dimensions
It is important to move the calipers around on the work surface to make sure the most accurate measurement is obtained. Care must be taken if the surface finish is important, as explained below, the hardened steel of the calipers will scratch most workpieces. However, for an accurate measurement on an external surface, it is important to move the calipers around until the minimum dimension is found. The opposite is true for internal features like holes, the maximum dimension is the most accurate dimension. It is important that all measurements taken keep the jaws flat against the workpiece to get an accurate measurement.
Another reason to move the calipers around is to ensure that any variations in thickness are captured. While most commercially produced metals have a very consistent thickness, not all materials have the same consistency.
 |  |
Above shows an exaggerated error in the angle of the calipers causing a measurement to be much larger than the actual dimension.
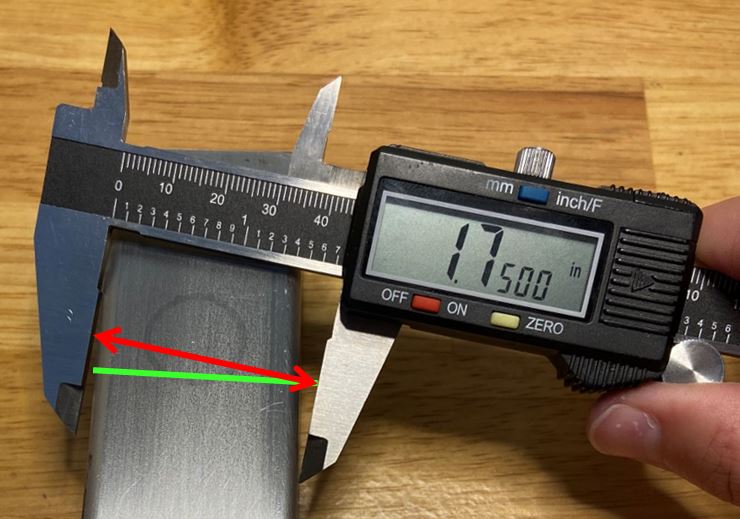
Hole center to center measurement
A common measurement is between two holes. If both holes are the same size, there is a very simple trick that will save a lot of time in getting a very accurate center to center distance. Use the internal jaws of the caliper to measure the diameter of the hole, then zero out the calipers with this measurement. By doing so, any measurements are reduced by one hole diameter. Next, measure from the outer edges of the two holes. This distance is the center to center distance, plus half the diameter on the first hole, and half the diameter on the second hole. Since the calipers reduce the distance by one diameter, the shown measurement is the accurate center to center distance. Much easier than pulling out a calculator isn’t it!
 |  |  |
Above are a pair of holes spaced 1” center to center. Note that by zeroing the tool to the diameter of the holes, the center to center distance can be measured by going to the outside edges of both holes.
Locking knob for setting measurements/lengths
On top of calipers is a knurled knob. This knob is a set screw used to lock in a dimension. It can be used in two ways. The most common way is to set a specific dimension, lock it in place, and use it to compare or to score a work piece (see below).
The less common method is to get a measurement from an awkward or hard to reach position. Perhaps a measurement in a tight space is needed, but to get the calipers to fit, the screen faces away from the user. For this scenario, you want to lock the calipers in place, and gently slide them off the workpiece. The measurement is then displayed accurately on the calipers since it was locked in place.
If the calipers can’t be moved off the workpiece while locked in place, simply hit the zero button with them locked, release the lock then remove them from the workpiece. When the jaws are closed, the measurement is the same as the number displayed on the screen (except it’s not a negative measurement naturally).
Scoring work pieces
Most calipers, yes even those cheap ones off Amazon, utilize hardened steel for the jaws that are harder than most common work materials like aluminum and mild steel. Practically speaking, that means if they are drawn across the surface, the surface of the workpiece will be scratched (or scored), and the calipers will be undamaged. This trick is extremely helpful to mark most materials with a reasonably precise line. Sometimes the score can be faint depending on surface finish, so using layout fluid or a permanent marker* can be helpful. Combined with the locking knob, this can make laying out a part, or multiple parts, very efficient.

Caliper’s hardened jaws are great for scoring many materials.
*Bonus tip: rubbing alcohol will remove permanent marker from smooth metal surfaces very easily, so mark away!
Warning: If the caliper is frequently being used for scoring, there’s a possibility that the edge of the caliper will roll over time causing inaccurate measurements.
Measure with one surface, then mark with another
All four measuring surfaces on calipers are part of the same two pieces of steel, thus when one datum moves, all the others move by the same amount. This means that a measurement taken with the depth gauge, can then be scored into a workpiece by the external jaws.
Zero at the correct dimension for comparisons
It is a common occurrence to need to measure multiple objects that should be the same. To eliminate some math, set the calipers to what the dimension should be, and zero them. Any measurements taken will be relative to this new zero, and the dimensions will be the difference or variation from the correct dimension. Don’t forget to re-zero when this operation is done, or it could throw off future measurements.
 |  | 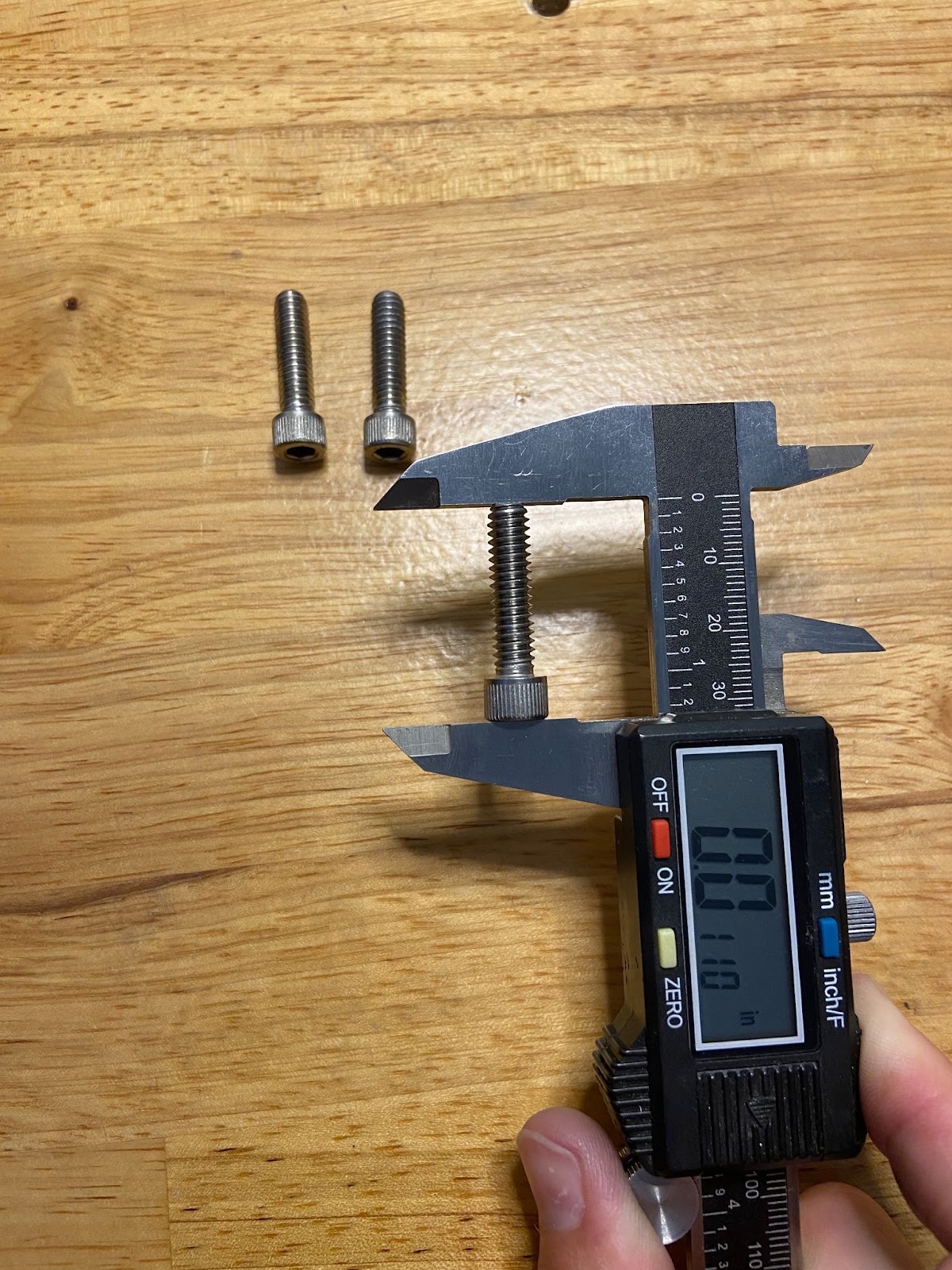 |
Above, the length of three bolts are measured, compared to the middle bolt, the left bolt is 20 thou shorter, while the right one is 11 thou longer.
Calipers are an extremely versatile tool that allow for precise measurements and marking of many materials. The four datums allow for many different methods of measurements to cover almost any situation. With a few tricks and clever techniques, these tools go from useful, to a crucial time saver, just don’t forget to zero them! If you have any questions, feel free to reach out to our support team. When you’re ready, upload your design and get instant pricing today!
If you are new to SendCutSend, here’s a handy step-by-step guide on how to order parts from us: How to Order Parts from SendCutSend (spoiler alert: it’s super simple and intuitive to order from us)




