Fast plasma cutting – upload your CAD file, get instant pricing, and have your plasma-cut parts in days!
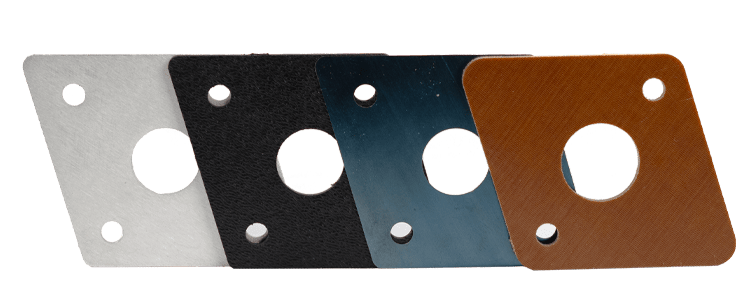
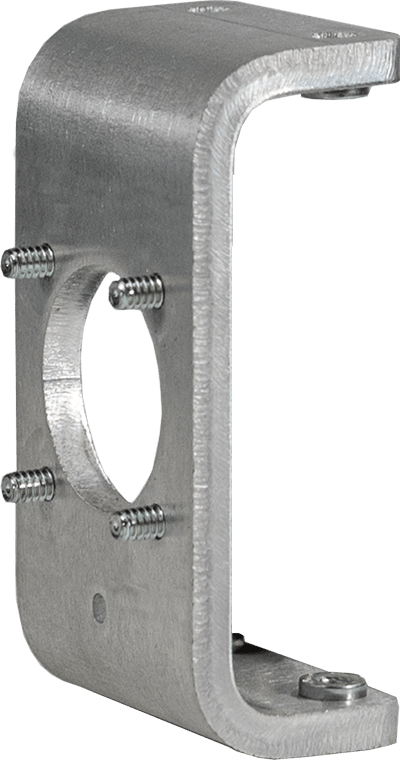
Plasma cut materials and laser cut materials
SendCutSend’s plasma cutting service is entirely online – just upload your CAD file, get an instant price, and then order to get your parts in a matter of days. With low minimums and fast service, there’s no need to find a plasma cutting service close to you – we can have parts at your door quickly.
Plasma cutting only works with conductive metals, which significantly reduces the options available for your project. And even then, there are certain conductive materials, like aluminum, that are too soft to guarantee a precise cut because the plasma will melt it. Need a metal, plastic or composite that needs laser cutting or CNC routing? Don’t worry! We do those too!
Some of the materials we often laser cut here at SendCutSend are:
Plasma cutting works well for certain types of projects. For example, if you need bevel cuts on your part for eventual welding purposes, plasma cutting can make that happen. However, plasma is slower, less accurate, and more dangerous than laser cutting.
Laser cutting can perform highly intricate cuts with tight tolerances, and is faster than plasma cutting by an order of magnitude when cutting thin metals. Plasma is faster at cutting medium thickness materials, around 1”, and therefore a bit more cost effective for thick metals than laser cutting. But here at SendCutSend, our waterjet easily takes care of all the thicker materials you may need, so you don’t have to worry about that either!
Choose from a full range of services to cover all your project needs
From prototype to full assembly, we have you covered every step of the way. We have over 15 finishing options, an extensive hardware catalog, and more!
Upload your CAD design, or try one of our customizable part templates to get instant pricing on your custom laser cut parts. All delivered to your door in a matter of days.