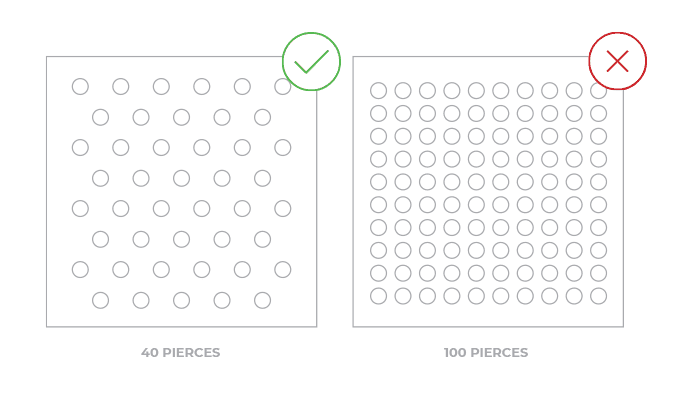
Each time hole or feature is created, the laser makes a pierce. The pierce can be the slowest part of the cutting process, and each pierce can be from 10 to 2,000 milliseconds, depending on the material. Those milliseconds add up, and can increase the cost of your part.
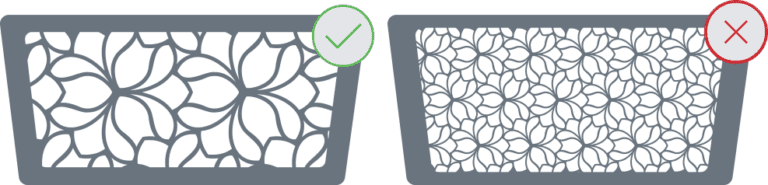
If you have a perforated pattern, consider spacing the holes apart more, or increase the size of the holes to reduce the total number of holes in the design.
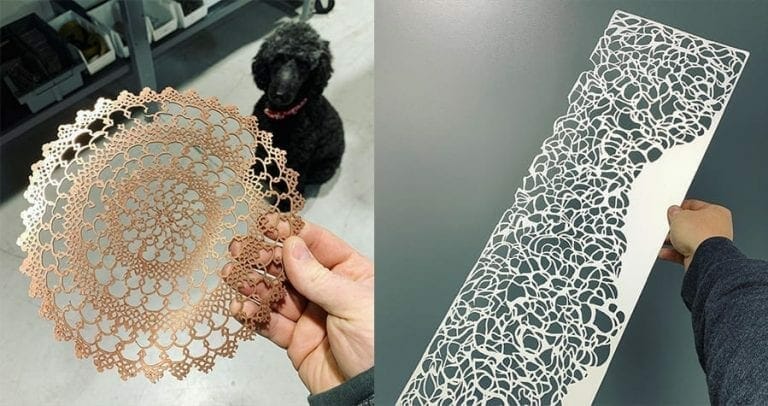
Our fiber laser is known for it’s accuracy and ability to cut small details, but, there are still limitations. Each cut means time that the laser is burning through the metal. On intricate designs with small bridges, this can result in the metal getting burnt edges and at times even warping.
In the example below, you can see burn marks on the edges of this intricate design. To remedy this, we asked the customer to thicken the joining lines of the pattern.

Sometimes when designing using layers, guides, construction lines, rulers, etc, there will be unnecessary design artifacts in your exported DXF file. We recommend opening your DXF file running a few checks:
Basically, the only geometry that we need is the cutting path for the laser to follow. Check out our Design Guidelines for more details.

We accept .ai, .dxf, .dwg, .eps, .stp, and .step
Customize one of our simple parts templates
