If you haven’t already guessed by the title, this article is going to cover two finishing services offered by SendCutSend, sheet metal tumbling and sheet metal deburring. This isn’t the first or only article we’ve written covering these two, you can see the extensive list at the end of this article.
The purpose of this article is simply to show examples of parts that have no finishing process compared to tumbled parts and deburred parts. We’ll also try to briefly sum up some of the limitations of both processes.
Appearance of Unfinished vs Sheet Metal Deburring vs Sheet Metal Tumbling
Aluminum Sheet Metal Parts
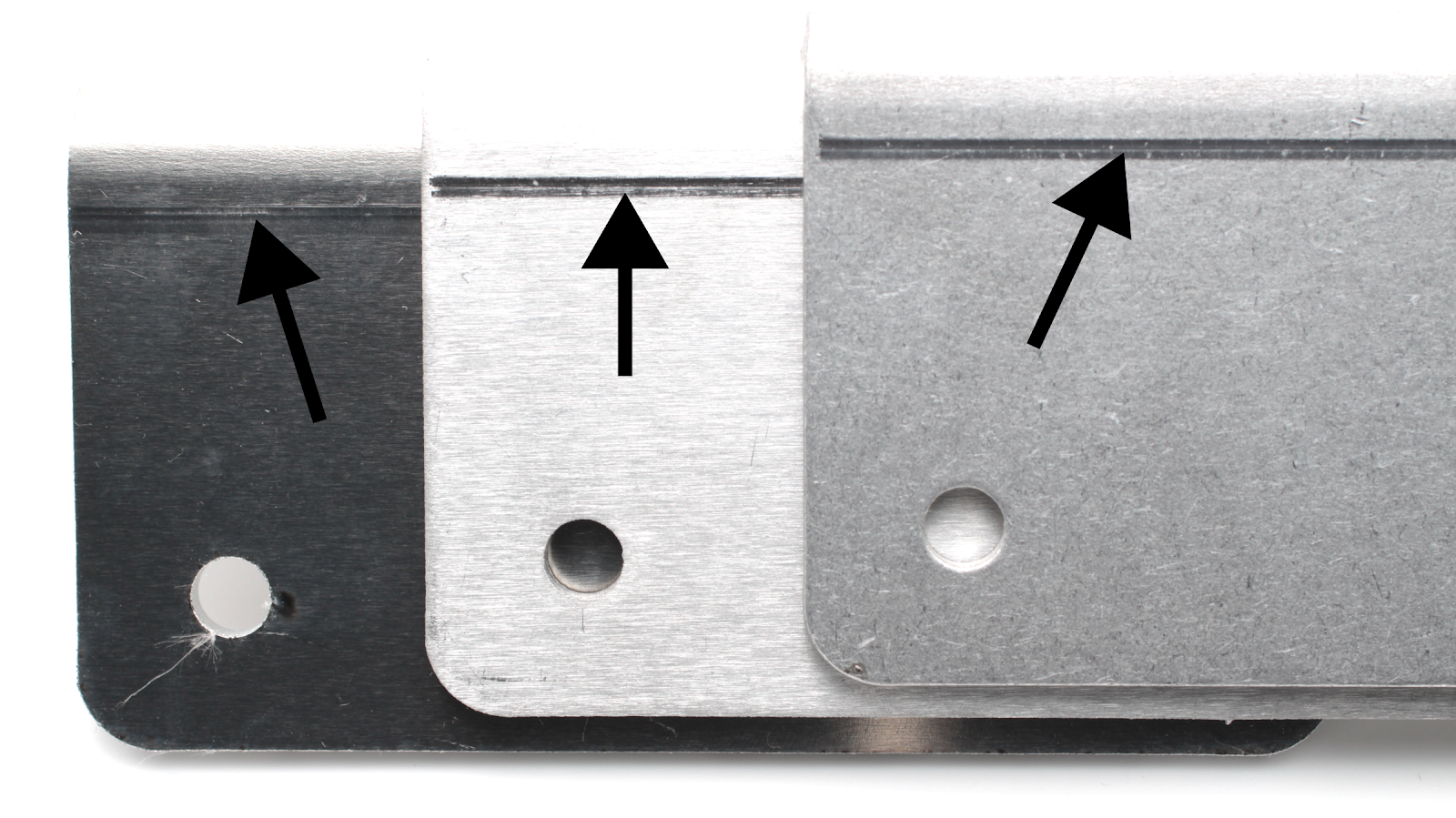
Unfinished aluminum has a bright finish, but scratches easily. It typically has a slight grain to it, which may appear very lightly brushed. Deburred aluminum has much less shine and has a distinct brushed texture. Small random scratches are removed, but larger scratches may remain. Because it’s so soft, it tends to round over the edges more than other materials when deburred. Tumbled aluminum will have a consistent dull texture, but will be very smooth to the touch.

Titanium Sheet Metal Parts
Titanium has a similar appearance to aluminum, but not quite as bright, especially unfinished. Unfinished titanium is dull and will likely show burn marks along the edges from laser cutting. Deburring will eliminate burn marks and has an appearance nearly identical to deburred aluminum. Similarly, it looks a lot like aluminum when both are tumbled.
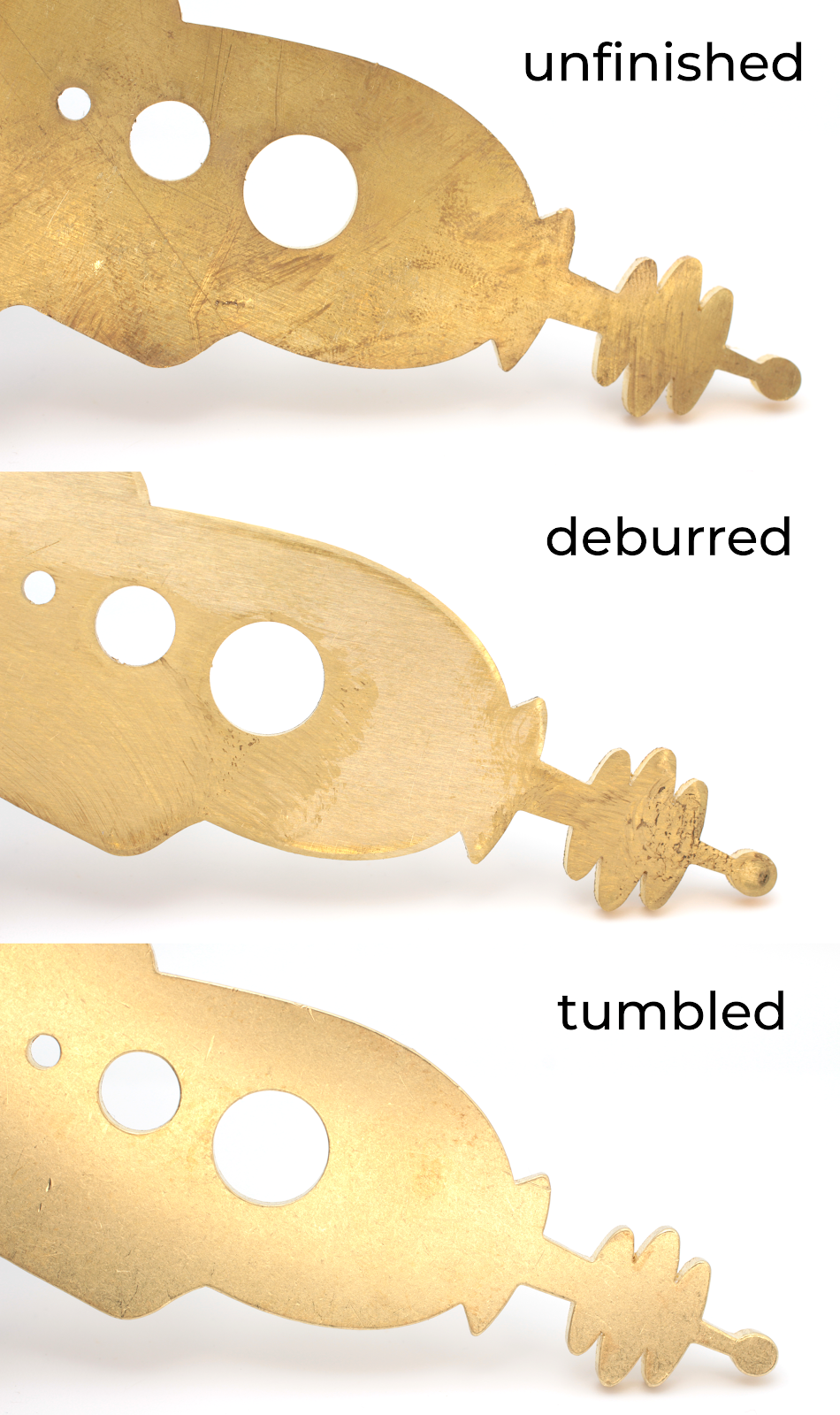
Brass Sheet Metal Parts
Brass tarnishes very easily, so you can expect it to have cosmetic blemishes, especially in an unfinished state. Deburring and tumbling can reduce the oxidation, but it’s likely to come back fairly quickly unless it’s protected from oxidation. Soaking brass sheet metal parts in vinegar is an easy way to clean up surface oxidation, but it won’t do anything for scratches.
Copper Sheet Metal Parts
Copper tends to change colors when heated, like when cut with a laser. Unfinished will likely show that coloration around the edges. Thin sections may discolor more because they heat up more than larger sections. This discoloration is only cosmetic surface oxidation and can be removed easily. Deburring and tumbling will both remove the color, but, like brass, copper will oxidize when unprotected. Oils from fingerprints may leave cosmetic marks on parts.

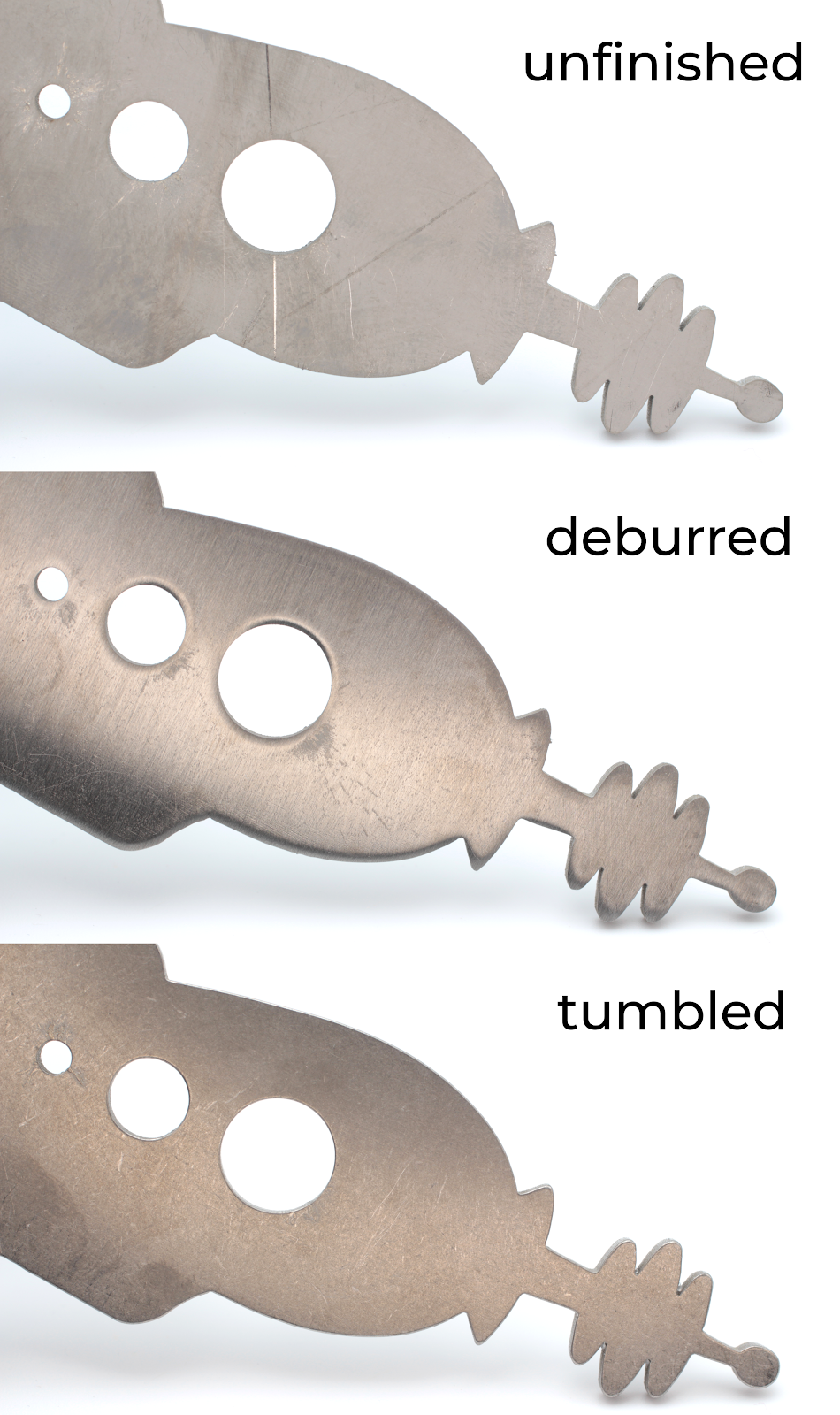
Stainless Steel Sheet Metal Parts
Stainless steel doesn’t oxidize like copper, brass and mild steel, so it tends to look good with very little effort. Unfinished it will appear dull and have some marks from the heat of laser cutting. Like other materials, deburring and tumbling will remove those burn marks and leave a consistent uniform finish.
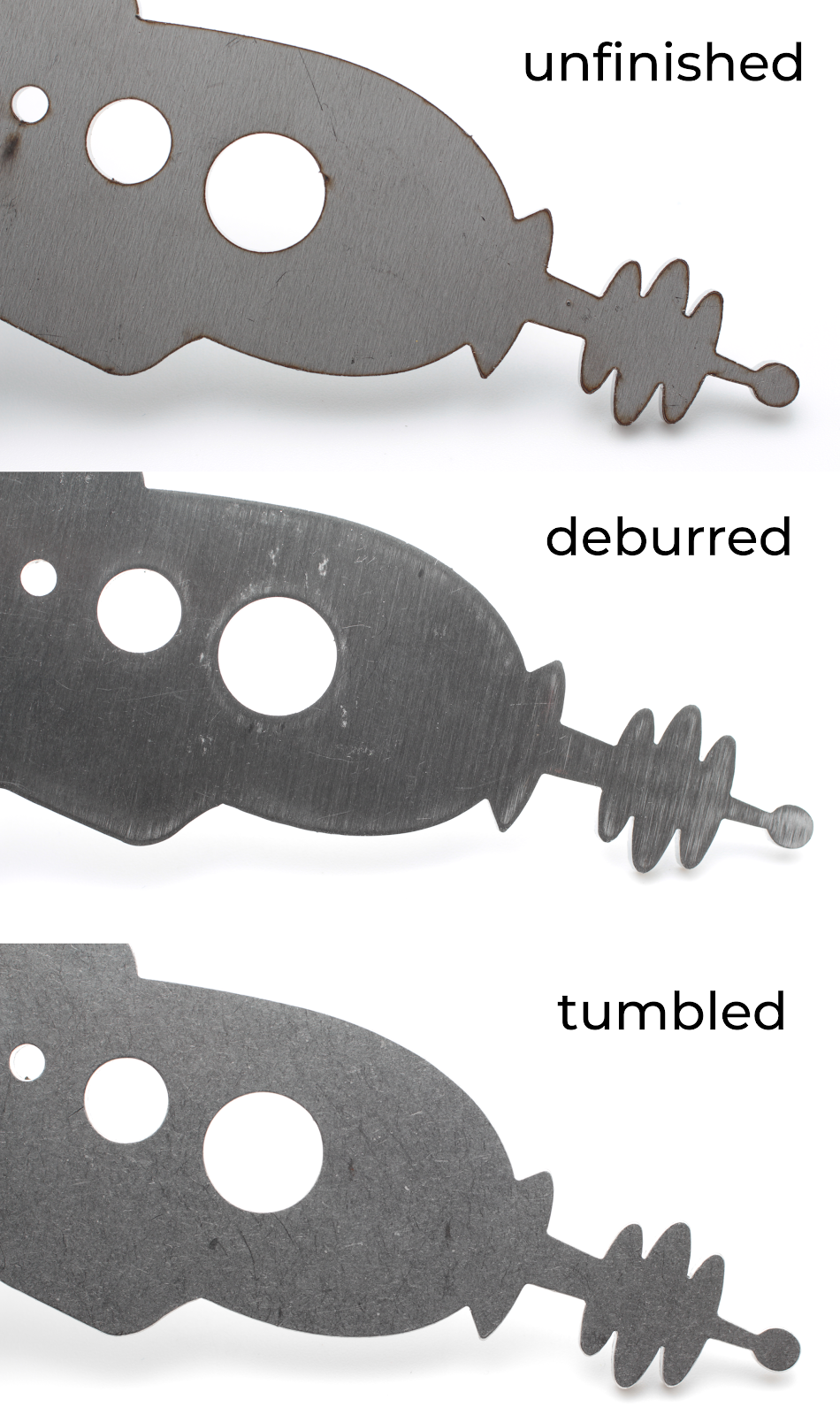
Cold Rolled Steel Sheet Metal Parts
Cold rolled steel doesn’t have mill scale on the surface like hot rolled steel. The thickness of material you order determines whether you get cold rolled or hot rolled (or pickled and oiled, which is just hot rolled that’s had the mill scale chemically stripped with acid, then oiled to prevent rusting immediately). Since mild steel can rush, it may show some oxidation. Skin oils from handling may leave oxidation. Tumbling does a great job of removing oxidation, but won’t stop it from happening afterwards. Deburring is not available for mild steels.
Hot Rolled Steel Sheet Metal Parts
Thicker orders of mild steel will be hot rolled steel, which has a layer of mill scale on the surface. Tumbling does remove some of the mill scale, but it’s tough stuff so expect there to still be some left on the surface. If you need to remove the mill scale (maybe before welding or painting), soaking in acid can do the job. Something as simple as a few hours in household vinegar is all it takes, although stronger acids can work much faster.

Sheet Metal Tumbling Process
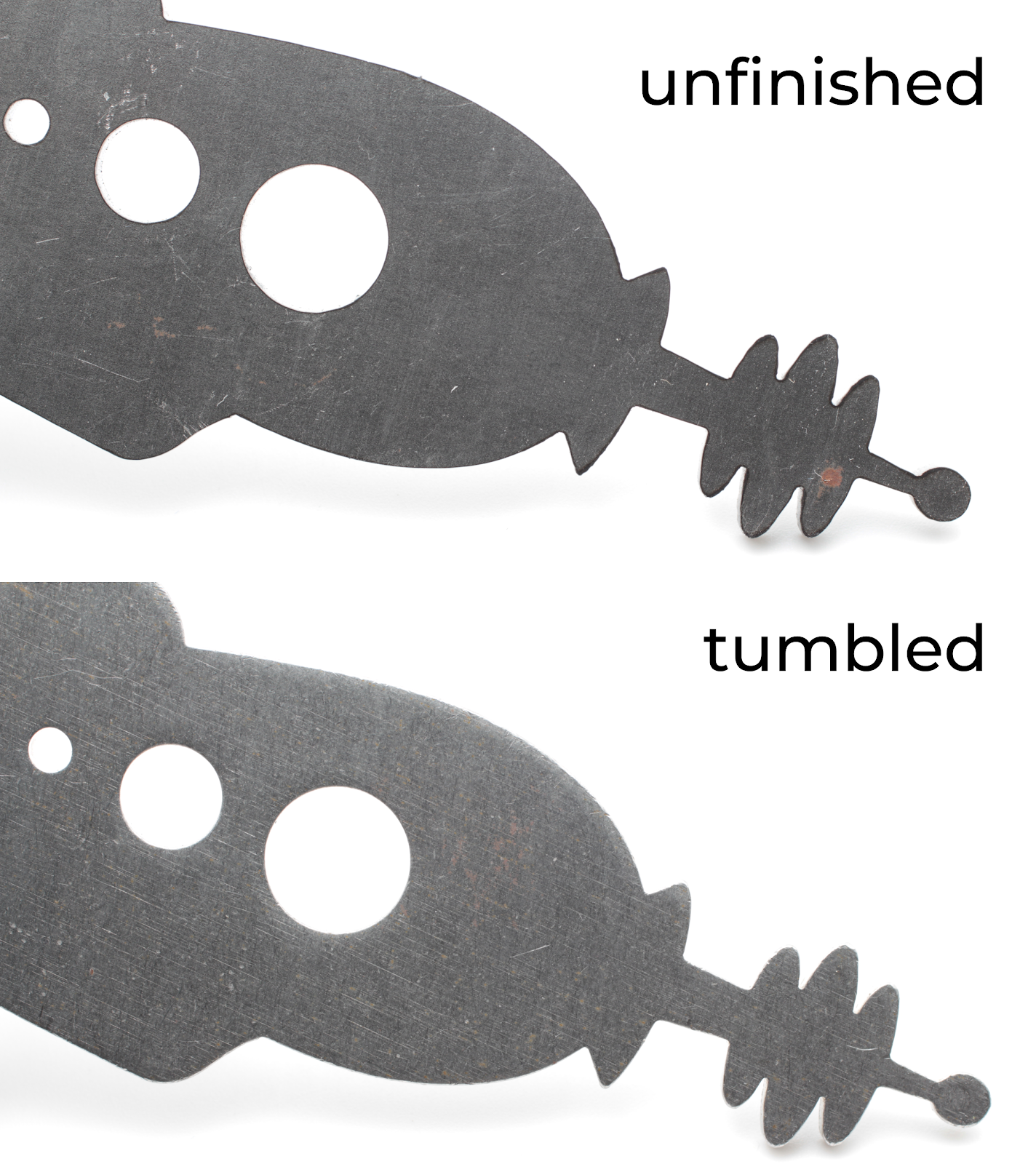
What does it mean to tumble a part? It’s not a gymnastics floor routine for your laser cut parts. Tumbling parts is as simple as surrounding your parts in some sort of abrasive media and shaking it up. The results can vary depending on the part material, the tumbling media, how long the parts are tumbled and the speed at which they vibrate. In general, you end up with a more uniform surface finish and gently rounded off edges compared to unfinished parts. Tumbled parts feel great, they’re smooth all over with no sharp edges.
Sheet Metal Deburring Process
Deburring differs from tumbling because it typically uses a wide flat sanding belt run over the part surface. Automated deburring, like the type we use here at SendCutSend is typically only used on flat parts. Bent parts would need to be deburred before bending, while they’re still flat. If you have parts with more 3-dimensional geometry, like machined parts for example, you’d need to deburr them manually. Deburred parts have a brushed look.
Sheet Metal Deburring and Sheet Metal Tumbling Limitations and Expectations
Sheet Metal Part Size
Tumbled parts need to be relatively small. Nothing bigger than about 4 inches by 7 inches. Much bigger than that won’t fit in the machine.
They shouldn’t be too small though, as they can get lost in the media. Nothing smaller than about 0.5 inches by 1.5 inches.
Deburred parts can be a bit bigger. Maximum width for deburring is limited to about 24 inches, but length can be up to 46 inches.
Minimum size for deburring can vary by material, but in general around 3 to 4 inches is the lower limit. Check your specific material specs on our website for details.
Our automated parts ordering process does a pretty good job of letting you know which services are available. It will not only prevent you (in most cases) from selecting unavailable processes for your specific size and material, but it can also tell you why.
Sheet Metal Thickness
Tumbled parts get… well, tumbled around, which is not exactly a gentle process. You’ll want to use materials that are at least .119 inch thick.
Because deburring is a flat process, it can handle slightly thinner materials down to about 0.030 – .040 inch thick depending on the material.
Using Sheet Metal Tumbling and Sheet Metal Deburring with Fragile Geometry
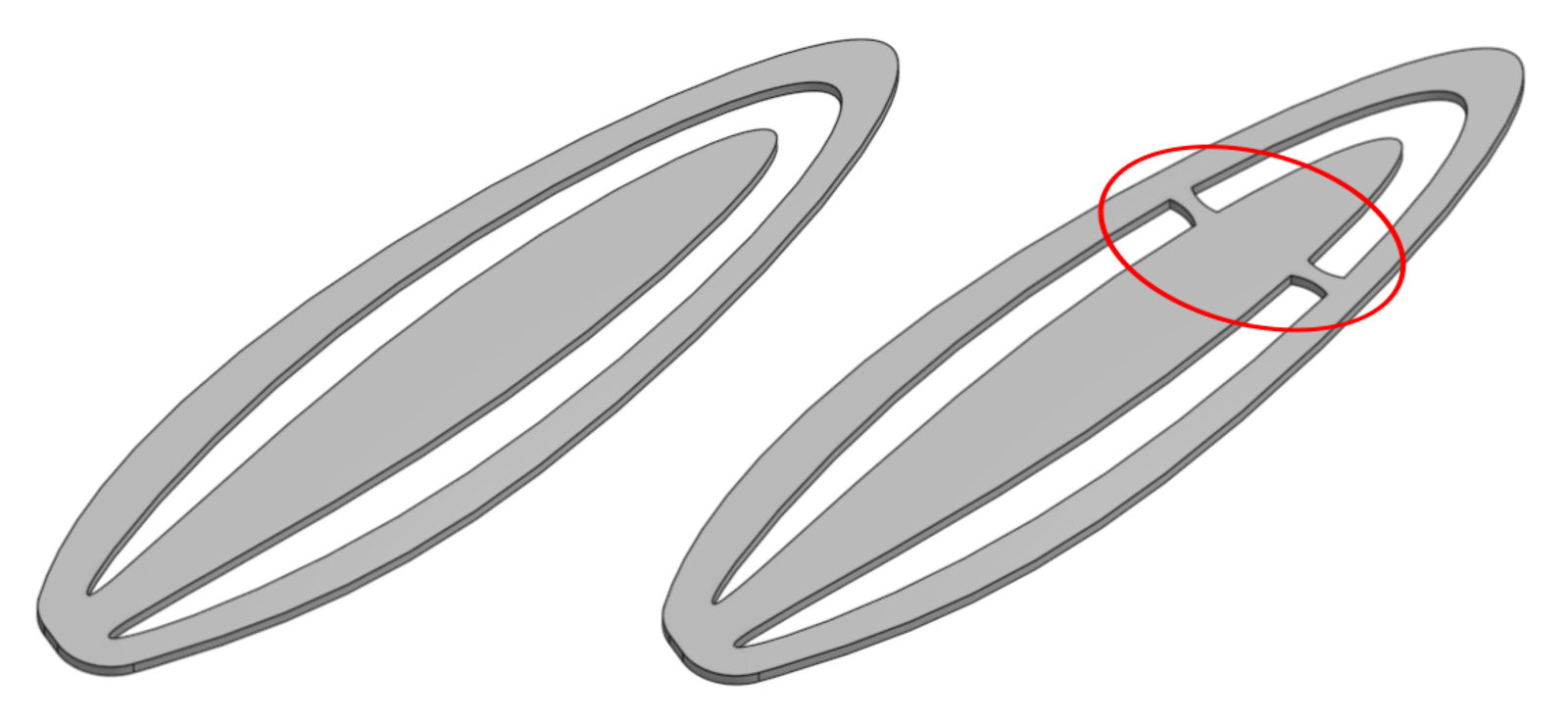
The last thing to pay attention to when it comes to tumbled or deburred parts is the geometry. Parts with fragile geometry like long thin unsupported material don’t do well. Deburring handles this type of geometry better than tumbling, but both can have issues depending on geometry. If your part has geometry like this but you really want to use one of these processes, consider adding some supporting tabs to stiffen up your part. Small tabs can allow a part to be tumbled or deburred, but then you can trim off the tabs after receiving your parts and touch up those spots manually.
The automated ordering tool isn’t likely to catch fragile geometry, but we do manually inspect and evaluate files before they’re processed. If something looks suspect, we’ll reach out early in the process to discuss options with you. Similarly, if parts get damaged during any process we’ll be in contact with you.
Expectations when you use SendCutSend sheet metal deburring options
Neither of these processes is going to remove 100% of blemishes or defects. Light scratches and most burrs get removed, but deeper scratches may remain. Die marks from bending will still be visible.
Burrs around tapped holes may not be completely removed as well as edges of very small features where the tumbling media can’t access. Both deburring and tumbling should remove most, if not all, marks from the laser cutting heat, such as burn marks or coloration.

You also shouldn’t expect a perfectly consistent rounded edge. The sharpness from the edges gets dulled, but you may see exterior corners and points get rounded off a little more than interior edges. Those features just get exposed to more of the process.
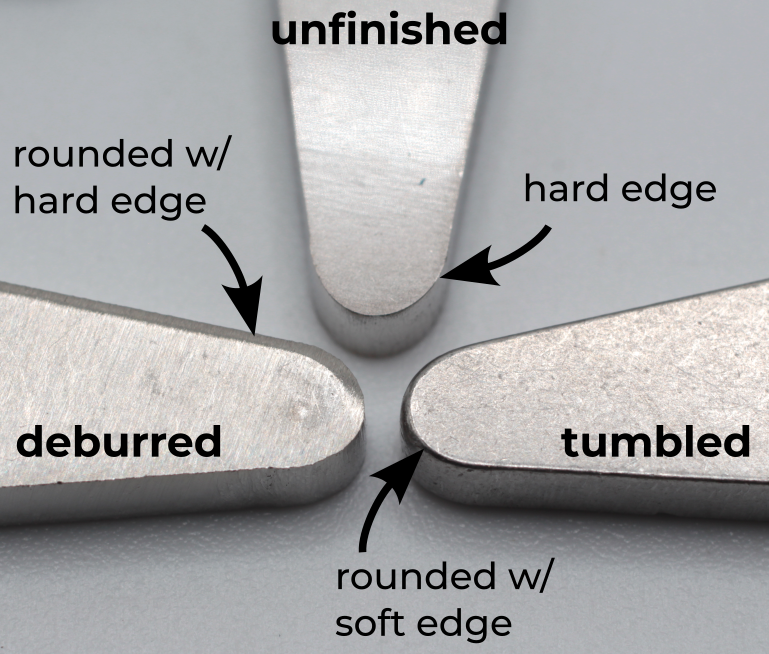
Where unfinished parts are likely to have relatively sharp edges, and maybe even some burrs, deburred parts will have edges gently rounded. There may still be a hard edge at the end of the round, but it shouldn’t have a burr on the face. Linear deburring may leave a very small burr on the side edges, but the face should be rounded over at the edges. With tumbled parts you can expect a smaller rounded edge, but it will be a little more consistent and smoother to the touch compared to a linear deburred part.
Sheet Metal Deburring and Sheet Metal Tumbling with SendCutSend
Both deburring and tumbling are only available on metals, and not all metals are available for both. You can see which materials can get which processes on either the material specs page or on the specific services page. We listed some extra references at the beginning of this article if you’re ready for more on tumbling or deburring. If you’re interested in any of our other finish options, like powder coating, zinc plating or anodizing, check those pages out too. There are plenty of articles on each in our blog.Whether your parts need a finish or not, get your free instant pricing today!
Additional articles on sheet metal tumbling and sheet metal deburring:
- Tumbling vs Deburring and Comparing Tumbling and Deburring – These articles offer a good discussion on the differences between the two and when to choose one over the other.
- Tumbling and Deburring – Offers a more detailed description of the tumbling process we use at SendCutSend.
- Tumbling and Tumbling Guidelines – These cover what you can expect ordering tumbled parts.
- Deburring – This covers what to expect when ordering deburred parts.
- Deburring Video Guide – This article shows specific details on the linear deburring process we use at SendCutSend, including a video to see it in action!




