Your parts are cut on the best machine at the most affordable price and shipped in 1-3 days.
Automatic nesting
There’s no need to pre-nest your parts, our system handles it for you.
“Ordered Sunday night, came in Tuesday morning. Parts were exactly as I ordered them within the tolerances they specified for the material. The site has tons of great resources for how to set up you CAD model to make parts as accurate as possible and make sure they make the part right. Everything came in a nice sealed package. Even came with candy! The automatic quotes are awesome and give you instant feedback on manufacturability and price. Will definitely be buying more from them in the future.”
Michael Rubin
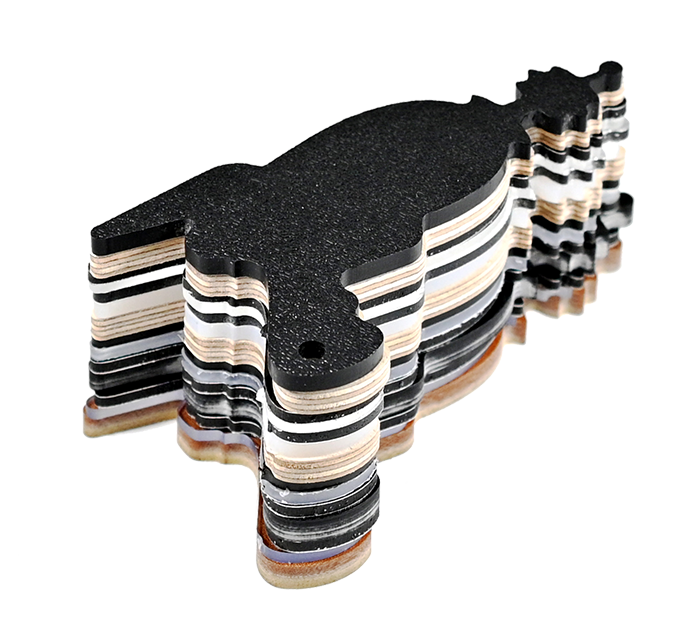
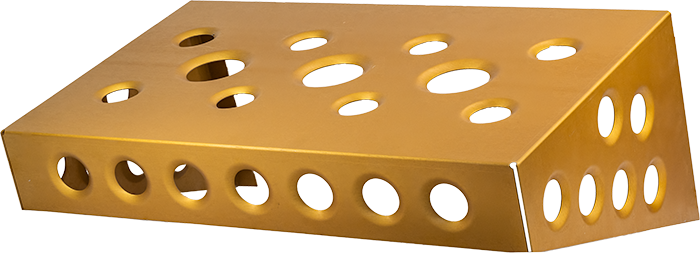
Consistent, high-quality results with CNC routing
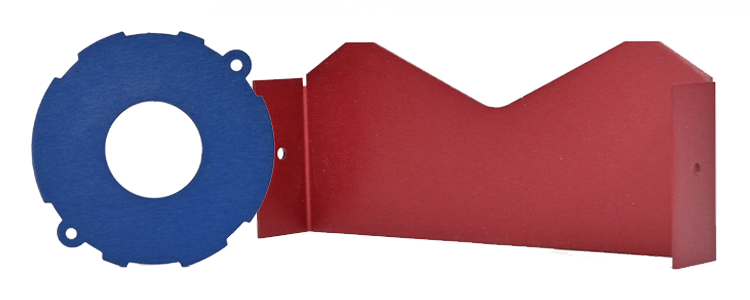
Our CNC routing service delivers clean, accurate cuts whether you need a single part or thousands. CNC routing is ideal for materials like composites, plastics, and wood that don’t respond well to laser cutting. While we use lasers for most metal jobs, routing gives you smoother edges and better finish quality on non-metal parts. Faster cutting speeds also help reduce production time and cost.
Materials we work with
We offer CNC routing services for a wide range of materials including plastics, composites, and woods/boards. For a full list of materials and available thicknesses, please visit our materials page.
What should I expect from my CNC routed parts from SendCutSend?
The CNC machine can only cut simple, 2-dimensional, perpendicular cuts
Minimum inside diameter
This is to accommodate the router tooling
.125"
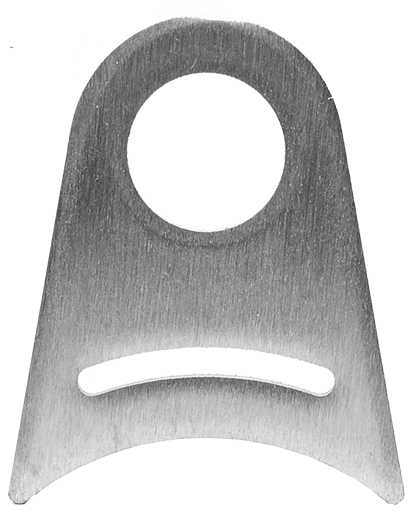
Edges may have imperfections
The manufacturing process may leave small witness marks, steps, and light burning along edges
Parts will have small fixturing tabs
All parts machined using the CNC router will have small fixturing tabs left over on the edges.
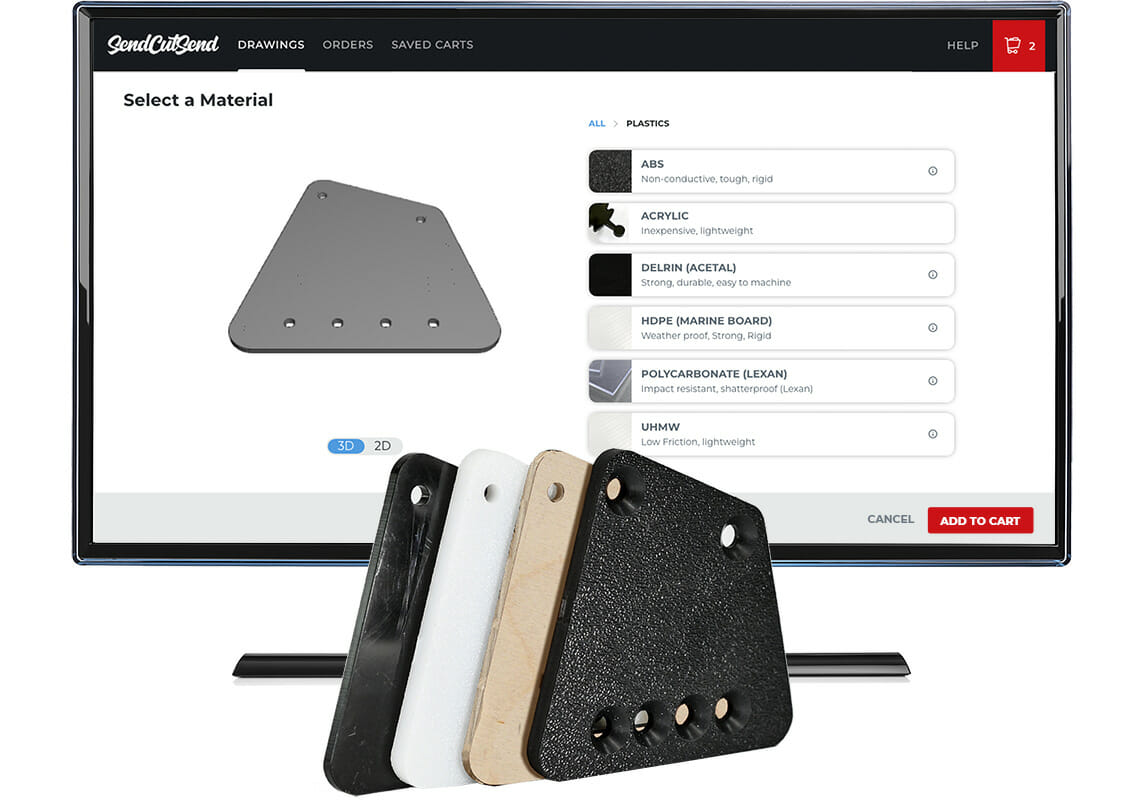
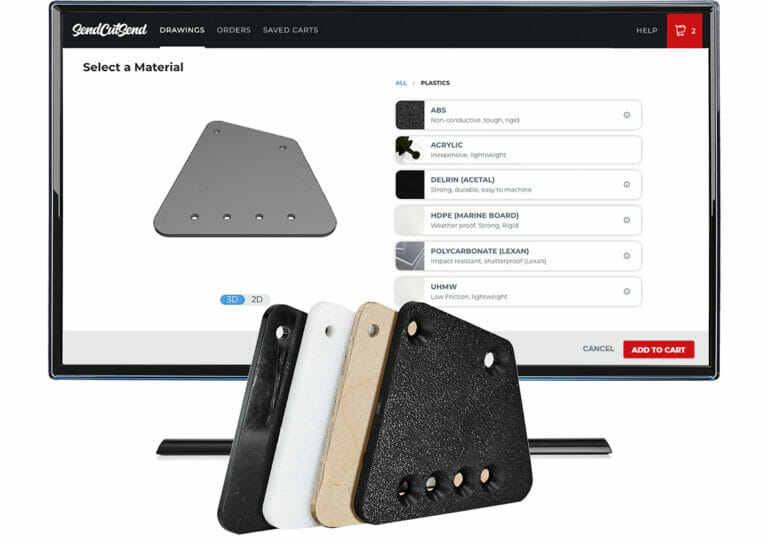
How to order your CNC routed parts
With our team of highly trained machinists and our state-of-the-art manufacturing technology, we’ve made it easier than ever to design and order CNC routed parts. Upload your design to our app, select your material, add any additional services, and get instant pricing!
Before you upload your design, take a look at our file preparation guidelines. They cover everything you need to know including file setup, sizing, supported formats, and tips for keeping costs down, so you can get the best results from your custom parts.
We take pride in our customer service, quality, and continual innovation with new products and services. You’re in good hands with SendCutSend.
Top-notch customer service
Our educated and friendly team is here to answer your questions and assist you in getting the best parts possible.
Made in the USA
All of our operations from production to customer support are done from our facilities in Nevada, Kentucky, and Texas.
Money-back guarantee
We stand behind our products and services. If you’re not happy with your parts, we’ll give you a refund or remake on the spot.
Secure and confidential
We know your designs are valuable. Your files are 100% secure in our system and you always maintain intellectual rights.
Top-notch customer service
Made in the USA from two locations
100% money-back guarantee
Secure and confidential
Trusted by 100,000+ companies
59.8% of companies in the Fortune 500 use SendCutSend
“SendCutSend is a service my business can grow with. It doesn’t matter if I need one component or 10,000. SendCutSend will fulfill that order for me with a rock-solid estimate and time frame up front enabling me to produce a quality product, representative of my craftsman business, which will also generate a profit.”
SendCutSend accepts .step, .stp, .dxf, .dwg, .eps, and .ai (Adobe Illustrator) formats. These formats ensure precise cutting paths and compatibility with CNC routing machines. Some quick tips for preparing your design file for SendCutSend includes making sure all lines are joined, removing duplicate paths, and converting text to outlines. Providing clean, well-structured files helps prevent errors and ensures accurate cuts.
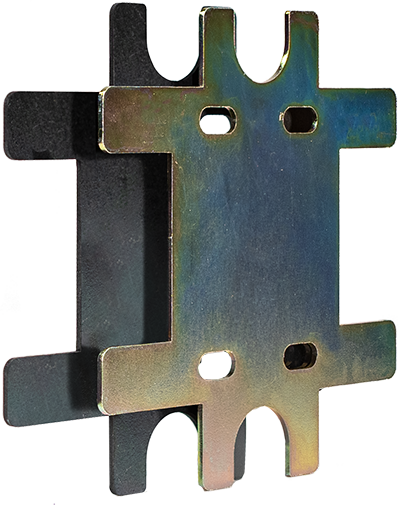
Our CNC routing services offer high accuracy, with cuts achieving tolerances of ±0.005” or better in composites, plastics, and wood products.This level of precision ensures that your parts meet stringent engineering requirements.
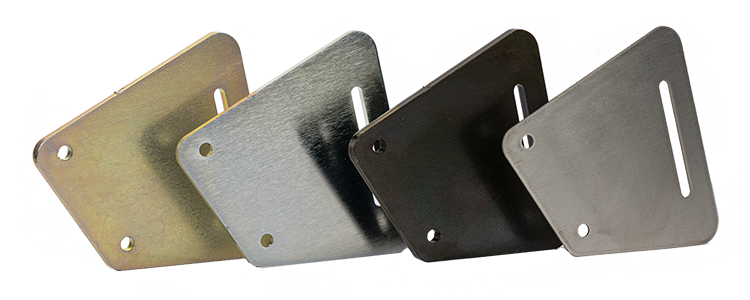
SendCutSend will choose to cut your parts on the best machine possible at the most affordable price. Cutting machines are determined based on material, complexity of design, and several other factors. We currently cut a variety of plastics, composites, and woods/boards on CNC routers including ABS, ACM Panel, Baltic Birth Plywood, Delrin, HDPE, MDF, Polycarbonate and UHMW.
Start your first SendCutSend project today!
Upload your CAD design, or try one of our customizable part templates to get instant pricing on your custom laser cut parts. All delivered to your door in a matter of days.