3 Thicknesses in Black & White
Production Time

CNC routed, +/- .005" tolerance

These tabs hold your parts in place while being cut to ensure the best accuracy possible. Click below to learn what to expect and how to best design with these tabs in mind.
HDPE (High-Density Polyethylene) is a thermoplastic that belongs to the polyolefin group of materials and is commonly used as a replacement for wood in marine applications. Sometimes you’ll hear it referred to as “plastic lumber” because of its excellent impact resistance, low moisture absorption, and high tensile strength.
This material is lightweight but tough, making it great for applications such as marine surfaces and bulkheads, industrial containers, structural components, and washers. And if that wasn’t enough, it’s especially useful in marine applications because of its non-toxic and non-staining nature.
HDPE boards are long-lasting, low maintenance, and safe, making them a healthy addition to your project. Resistant to molds, mildew, and other forms of rot, this material is uniquely suited for conditions where water transport or exposure are major factors. It’s able to be effectively sterilized and as such is used in many food and beverage applications. Wildly enough, this petroleum-based plastic is even used in reconstructive surgeries.

Water isn’t the only liquid this material is compatible with. HDPE is a great choice for use with the most common chemicals, solvents, acids, detergents, and cleaning fluids. And if you’re still not sold, it’s easily recycled, has an amazing strength-to-density ratio, and has extreme corrosion resistance.
The best part? You don’t need to know how to cut it, we’ll take care of that for you.
We guarantee awesome quality parts. If you’re not 100% happy, we’ll give you a refund or remake on the spot – no questions, no hassle.
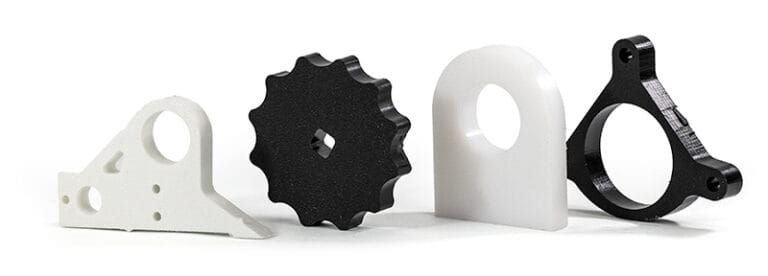
SendCutSend offers HDPE in three thickness options: .250″ (6.35mm), .375″ (9.53mm), and .500″ (12.7mm).
When ordering HDPE through SendCutSend, there are specific size and thickness parameters to keep in mind. For instant quoting, the smallest part size available is 1″ x 2″, while the largest part supported is 30″ x 44″. For larger projects, custom quotes are available for sizes up to 30″ x 47″.
You can add the following services to your HDPE parts:
Countersinking and Tapping
We accept .ai, .dxf, .dwg, .eps, .stp, and .step
Customize one of our simple parts templates

High-Density Polyethylene (HDPE) is a rugged, versatile plastic used everywhere from industrial equipment to outdoor enclosures. It’s known for impact resistance, chemical stability, and a unique combination of stiffness and flexibility that makes it extremely durable in harsh environments. HDPE is commonly used for machine guards, outdoor components, structural panels, and parts that must absorb shock without cracking. It handles vibration, abrasion, and moisture better than most plastics, making it a favorite for manufacturers, engineers, and hobbyists building components that see real-world abuse. At SendCutSend, we CNC route USA-sourced HDPE in .250”, .375”, and .500” thicknesses to ±.005” tolerance, with optional tapping and countersinking for ready-to-assemble parts.
These traits make HDPE one of the most forgiving, durable, and stable plastics available.
Fabricators choose HDPE when they need a material that can take abuse, survive impact, shrug off chemicals, and remain reliable in outdoor or industrial environments. Unlike brittle plastics (such as acrylic) or rigid engineering materials (such as Delrin), HDPE offers a tough, flexible, user-friendly balance. Reasons HDPE is popular among fabricators:
HDPE works where other plastics fail — especially in harsh real-world conditions.
HDPE can absorb heavy impacts without cracking or shattering. This makes it ideal for:
It’s one of the toughest plastics in terms of real-world durability.
HDPE will not rot, swell, or warp from water exposure. UV-stable grades (including those offered by SendCutSend) stand up well outdoors.
HDPE resists:
Perfect for industrial, lab, and shop environments.
HDPE’s slight flex gives it shock-absorbing performance. It absorbs vibration, making it a stable choice for machine components or fixtures.
HDPE CNC routes cleanly with smooth, even edges. It does not crack or chip — a major advantage over more brittle plastics like acrylic.
HDPE is tough but not rigid. Long, thin features may flex more than expected. For stiff structural parts, consider:
Threads can strip under high load. For repeated fastening, consider:
SendCutSend does offer tapping on HDPE, but torque should remain low.
HDPE softens around 180°F (82°C). Avoid using it:
HDPE does not glue well; adhesives rarely adhere reliably. Plan for mechanical fastening instead.
While HDPE machines cleanly, thicker cuts may show faint witness marks on edges. Sanding can improve appearance if needed.
HDPE is one of the easiest plastics to route because it:
SendCutSend routes HDPE to ±.005” tolerance, giving you highly repeatable parts for everything from outdoor signage to industrial machine guards.
Expect:
HDPE is slightly flexible, so avoid:
The material behaves best when features are sized proportionally to thickness.
HDPE is forgiving, but designing appropriately ensures strong, long-lasting parts.
Filleted inside corners reduce stress and improve cut quality.
Because HDPE doesn’t bond well with glue, design for:
If stiffness matters, choose .375″ or .500”. For more guidelines, see SendCutSend’s design guidelines
SendCutSend supports tapping and countersinking for HDPE parts.
Useful for:
Important: HDPE threads are weaker than Delrin threads. Keep torque low and consider larger thread sizes.
Works well due to HDPE’s clean cutting behavior. Ideal for:
HDPE is used anywhere durability, chemical resistance, and outdoor reliability are more important than stiffness. Common applications include:
If a part needs to survive abuse, HDPE is usually a top contender.
HDPE at SendCutSend is sourced from trusted U.S. suppliers, ensuring consistent sheet quality and predictable machining behavior. All fabrication of parts ordered through SendCutSend happens in our three U.S. facilities:
This domestic workflow maintains tight tolerances, fast lead times, and reliable stock availability.
Use HDPE when your design needs durability, flexibility, and chemical resistance, especially in outdoor or industrial environments where cracking or moisture could be a problem. HDPE is the right choice if your part will:
It’s less rigid than Delrin but far tougher than acrylic, making it perfect for industrial covers, machine guards, and structural plastic parts that get handled or hit. SendCutSend CNC routes USA-sourced HDPE to ±.005” precision with optional tapping and countersinking, giving you ready-to-assemble components in just 2–4 days.

