2D files must be in .dxf, .dwg, .ai, or .eps vector format. There should only be one part per file, and only the cut lines for the part you wish us to produce. 3D files must be in .step or .stp format.
Bent parts will need lines indicating the center of each bend. Please see our bending guidelines for more information.

If you upload a part file in a format we don’t process, it won’t be possible to get a quote.
For 2D vector files, we only accept .dxf, .dwg, .eps, or .ai (Adobe Illustrator) format files.
For 3D files, we only accept .step or .stp format files.
Take a look at our export tutorials for help getting a cut-ready file in one of the formats we accept!
Please note, we can’t accept mesh files.
If you have an image file (.jpeg, .png, .pdf, etc.) we have tutorials to help you convert your art to a vector format in Adobe Illustrator and Inkscape!
If you design a part in a 3D CAD program like Autodesk Fusion and then export a 2D vector file, sometimes 3D entities can be left over during the export process and cause an error.
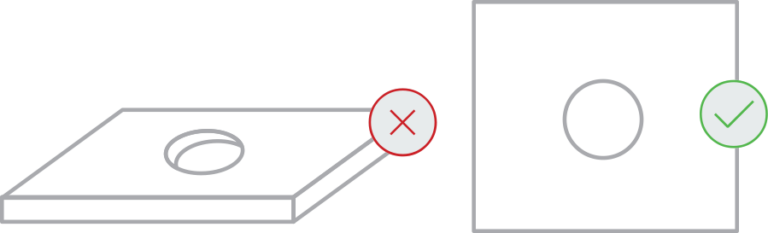
Save your 3D design in the STEP/STP format if possible.
Make sure your laser cut, waterjet cut, and CNC routed sheet and plate parts meet our 3D File Guidelines before uploading your STEP/STP file to our website.
If you can’t save a STEP/STP file, see our export tutorials for guidance on getting a flat pattern that meets our 2D file guidelines.
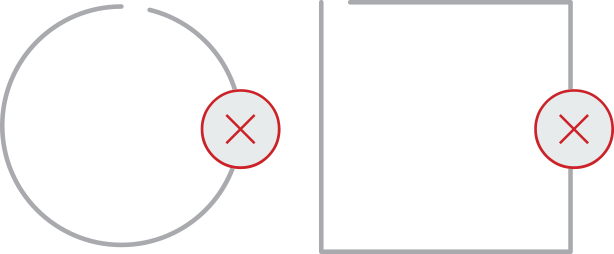
Sometimes entities (also known as “cut paths”) are left open during the design process, or there are unintended results due to a file conversion.
We need all cut paths closed and stray entities removed to avoid issues while producing your parts.
Ensure all cut paths in your design form closed shapes. Check that your file is free of stray points, line segments, and duplicate or overlapping paths. Typically, your part preview won’t fill in gray if open cut paths are present.
See our CAD tutorials and guidelines for help preparing and exporting your design files for production. If you need single line through-cut features, take a look at our no-kerf file setup guide.
If you’re uploading a STEP/STP file for a part that requires bending services, you may receive this error if your sheet metal rules are not set up using our specifications. Find the bend radius and K factor for all our materials in our Bending Calculator.
STEP files may also see open entity errors if bend reliefs are tapered or rounded. Using a square bend relief shape typically prevents this. If square reliefs are not desired, consider exporting a DXF file instead.
If you convert your design file from one format to another, it may not result in a usable file.
Sometimes errors can happen when exporting or saving a file directly from CAD programs as well.
Avoid file converters if possible.
We recommend designing in a recommended software program and exporting a file format we accept (.step, .stp, .dxf, .dwg, .eps, or .ai) directly from there.
Take a look at our export tutorials for help getting a cut-ready file from popular design programs.
When multiple parts are nested into a single file, there can be issues if the file does not meet our guidelines.
Specifically, parts should not share cut paths, have overlapping cut paths, or include parts within parts.
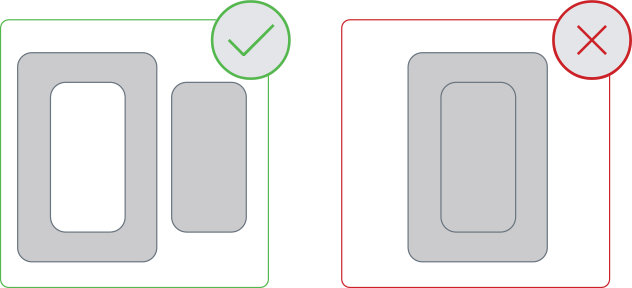
Ensure files containing multiple parts meet our Nesting Guidelines.
Please note, we only accept pre-nested parts for 2D vector format files (.dxf, .dwg, .eps, or .ai).
STEP/STP format files may contain multiple bodies. Please see our Assembly Guidelines.
We accept .ai, .dxf, .dwg, .eps, .stp, and .step
Customize one of our simple parts templates
