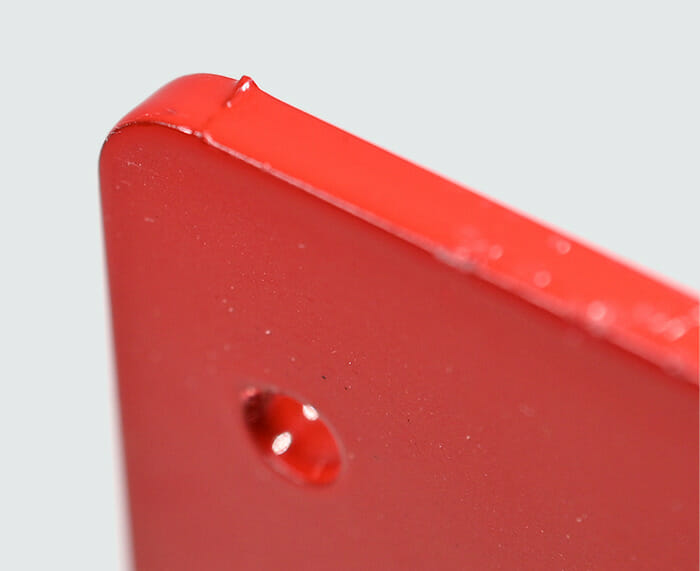
Yes, you can powder coat bent/formed and tapped parts but there are a few things to know. If your powder coated parts are bent, be aware that the die witness marks from the press brake will be visible through the coating.
At this time, we cannot plug tapped holes before the parts are powder coated. You will have to chase the holes with a tap to clear the threads once you receive the parts.
We also do not offer tab removal so micro joints/tabs will be visible through the powder coat. These are typically 0.015-0.030″ in width depending on the material and roughly .010″ in height.
When designing features to be laser cut or bent on your part prior to powder coating, we recommend keeping a gap at least 0.040″ wide between them. This will help prevent powder buildup from creating an unwanted bridge during the powder coating process.
Learn more about optimizing your parts for powder coating before uploading your file to our website for instant pricing!
In Summary
Yes, you can powder coated bent and tapped parts but there are a few things to know. If your powder coated parts are bent, be aware that die witness marks from the press brake will be visible through the coating.
Also, we cannot plug tapped holes before the parts are powder coated. You will have to chase the holes with a tap to clear the threads once you receive the parts.