Learn how we bend sheet metal and polycarbonate with a process known as air bending!
How we bend parts with air bending
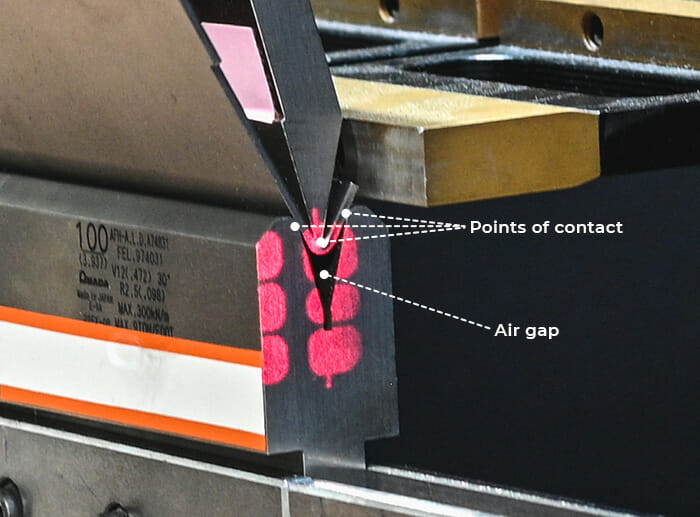
While a flange is being formed, there are just three points of contact between the material and the tooling: the punch and two sides of the die.
An air gap is present in the die’s trough under the flange’s apex, which gives the process its name.
Effect on bend radii
With air bending, the effective radius is determined by the tooling combination (die + punch) and a material’s thickness and strength. Depending on your material choice, the effective radius (the internal radius after bending) may be smaller for a thicker gauge, or vice versa.
Find our effective bend radii on each material page in the material specifications and properties.
You can also reference radiuses and other specifications for all materials we bend in our handy Bending Calculator specification chart.
- Using Autodesk Fusion or SolidWorks? Download our gauge tables to easily apply the right specs!
Polycarbonate limitations with air bending
To bend polycarbonate, flanges must be overbent to achieve the desired angle due to the spring back of the material. This means that some designs that can be formed in sheet metal may not be feasible in plastic.
Learn more about polycarbonate bending considerations.
In the example shown here, the material is bent 120-130 degrees to achieve a 90-degree angle.

What about gradual bends, curved parts, or custom bend radiuses?
Since we use air bending exclusively, we’re unable to form large gradual bends or compound curves. We do not offer custom bend radii at this time.
Start your bent project!
Now that you know more about our process, be sure to review all of our bending design guidelines before uploading your part file to our website for an instant quote. If you have questions about bend file setup reach out to our Support team anytime!