Prevent deformation by meeting the minimum flange length, keeping cut features away from the bend line, and adding bend reliefs where needed. These design adjustments give the tooling enough support to form a clean, accurate bend.
Bend deformation — twisting, pulling, or tearing during forming — happens when the tooling doesn’t have enough solid material to work with or the bend area is weakened by nearby cutouts. Here’s how to avoid it:
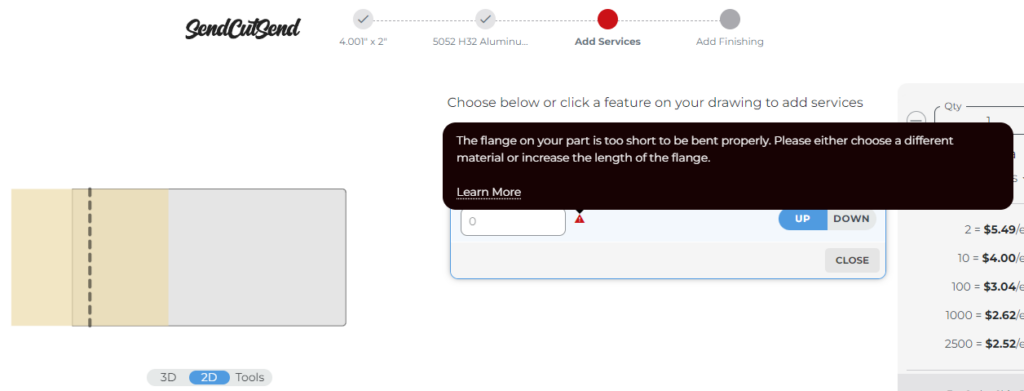
1. Meet the minimum flange length
- Each material thickness has a minimum flange length requirement on both sides of the bend, for the entire bend length
- This ensures even tooling contact and prevents twisting or collapse
Requirements by thickness:
- 0.135” and thinner: ~50% of the bend length must meet the minimum flange length on both sides of the bend
- 0.187” and 0.250”: The entire bend length must meet the minimum flange length on both sides
📄 See our Flange Requirements for Bending to learn how to measure flanges and find the exact spec for your material.
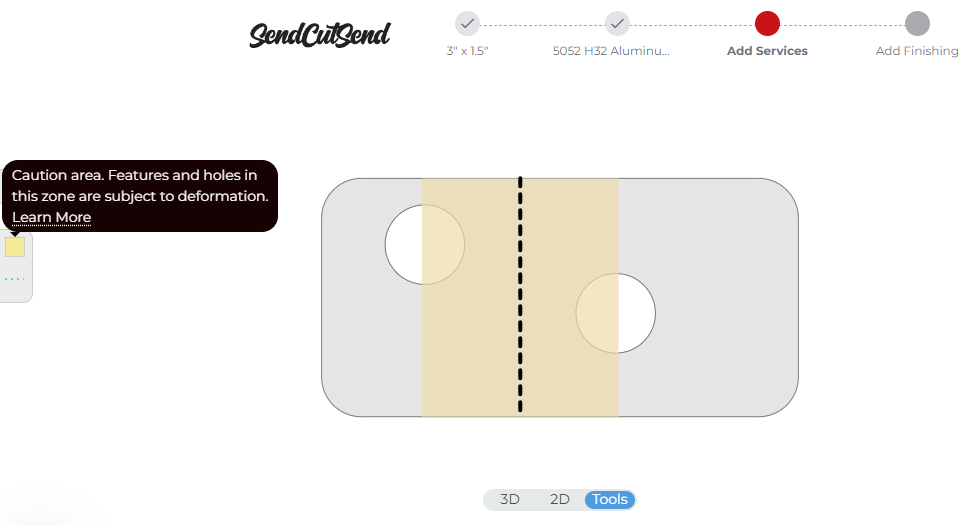
2. Keep cut features away from the bend
Cutouts too close to the bend line will distort when the flange is formed.
How to determine safe distance:
- Find the die width for your material thickness in bending specifications
- Divide die width by 2
- Keep cut features at least (die width / 2) away from the bend line or apex (center of the bend)

💡 Use our part preview tool after uploading your design to see deformation “warning zones” for your selected material.
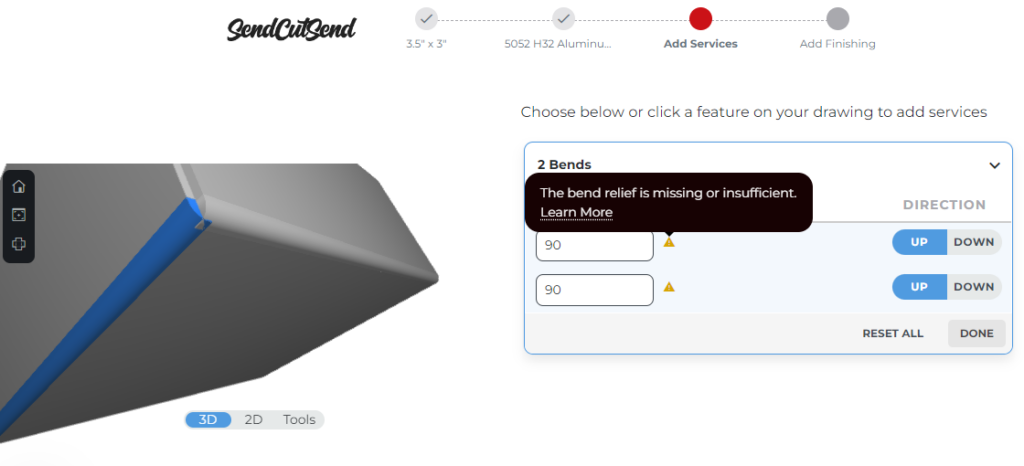
3. Add bend reliefs or adjust bend location
Bend reliefs prevent tearing where bends meet corners or where adjacent bends are too close together.
- If possible, move the bend line further from cutouts
- Or add bend reliefs as shown in our Guide to Designing Bend Reliefs
Here, adjacent bends are too close together and have no relief so the corner will crumple or tear.
4. Follow special material guidelines
- Polycarbonate: Has stricter bending limits than sheet metal. Review our Polycarbonate Bending Guidelines before designing.
- Thicker metals: More likely to pull or tear if flange support is insufficient
- Avoid large, asymmetrical, or square cutouts within the die lines for thick materials
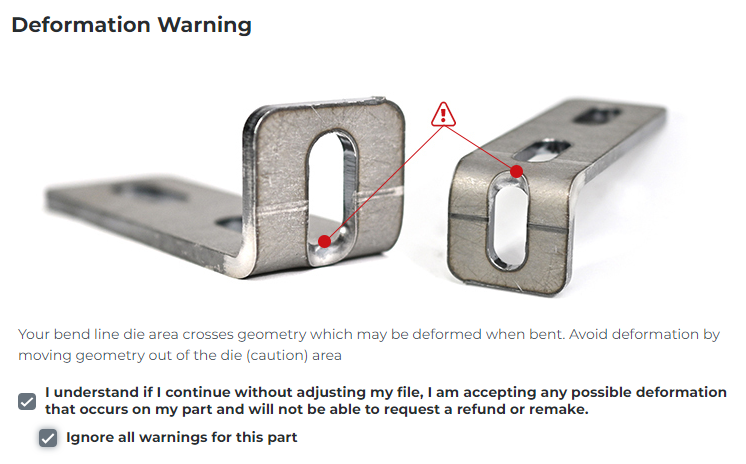
What if you ignore bend warnings?
You are free to ignore bend warnings when quoting your parts, but we may contact you and request revision if we cannot produce the part as-is.
You also accept any possible deformation that occurs on your part by ignoring bend warnings.
When we’ll request design revision
Flange is too short
- For 0.135” material and thinner, approximately 50% of the bend length must meet the minimum flange length.
- For 0.187” and 0.250” thick materials, the entire flange must be the minimum flat flange length on both sides of the bend line in order for us to perform the operation.
- This is because thicker materials are much more likely to “pull” while forming if there isn’t sufficient material on both sides of the bend line for the tooling to make contact with and exert force.
Too many cutouts within the bend caution area
- For material up to 0.135” thick, we’ll request design revision if there are cutouts taking up more than 50% of the bend area.
- For 0.187” material and thicker, a minimum of 85% of the bend length must have solid material that is the minimum flat flange length on both sides of the bend.
Parts that are likely to tear, twist, or pull while being formed
- For example, 0.187” or 0.250” thick material with flanges that have
- Large, asymmetrical cut outs within die lines
- Square cutouts within the bend area that are prone to tearing
- Tapered areas that are less than the minimum flange length required
Polycarbonate parts that do not meet our requirements
- Polycarbonate parts have stricter bending limits than sheet metal parts do.
Here to form, not deform!
Whether deformation affects the form or function of your parts, there are ways to avoid it completely and get great looking parts. Be sure to review our complete bending guidelines before uploading your part file to our website for an instant quote. If you have questions, just ask our Support team!