“SCS beats my local shops in every dimension… Did some bends my usual shop would have baulked at.”
We offer CNC bending for a wide range of materials including aluminum, brass, chromoly, copper, steel, mild steel, polycarbonate and titanium.
For a full list of materials and available thicknesses, please visit our materials page.
Bending adds 1-2 days to production. For the fastest lead time, order bent parts separately

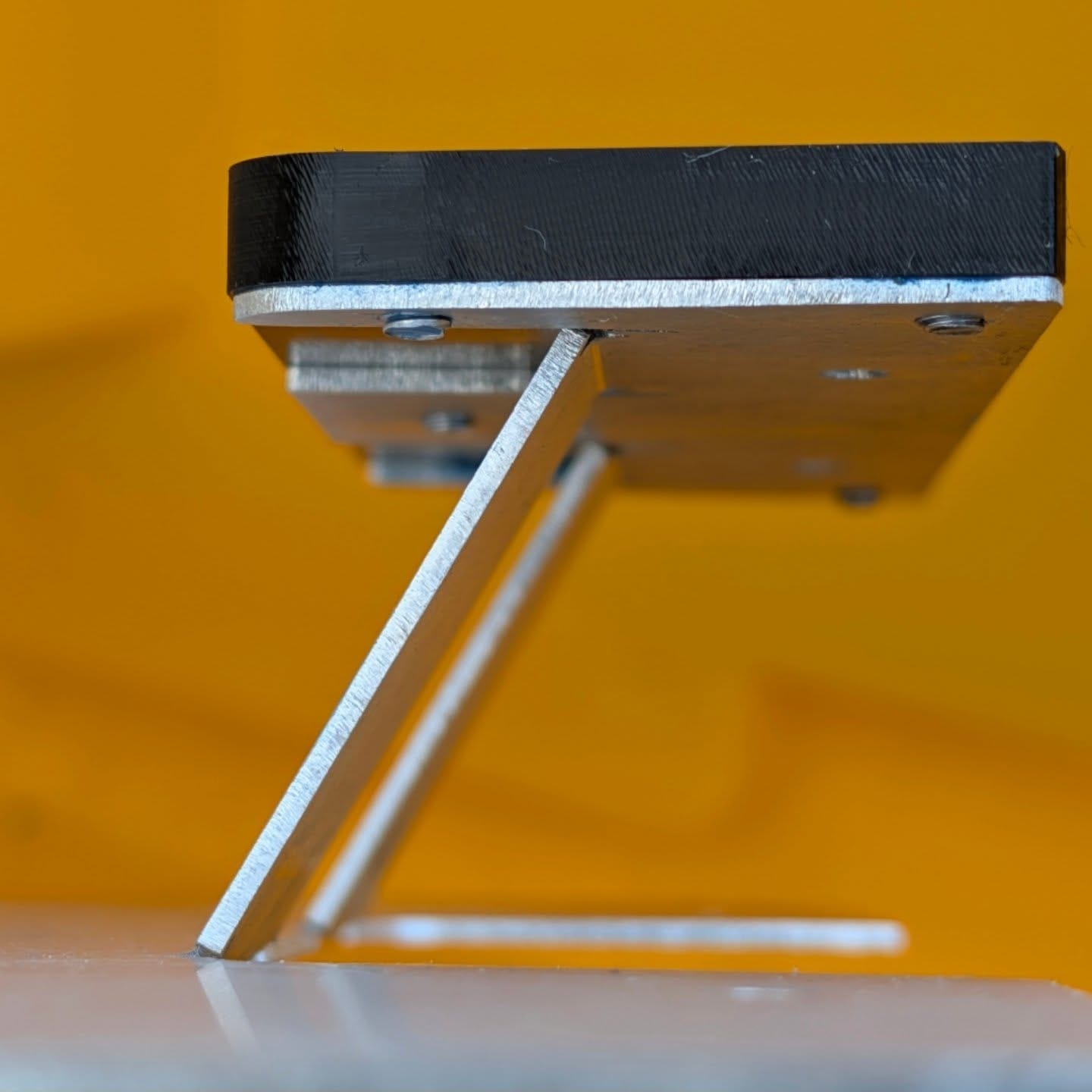
5.4" x 6"
Laser Cutting, Bending, Hardware Insertion

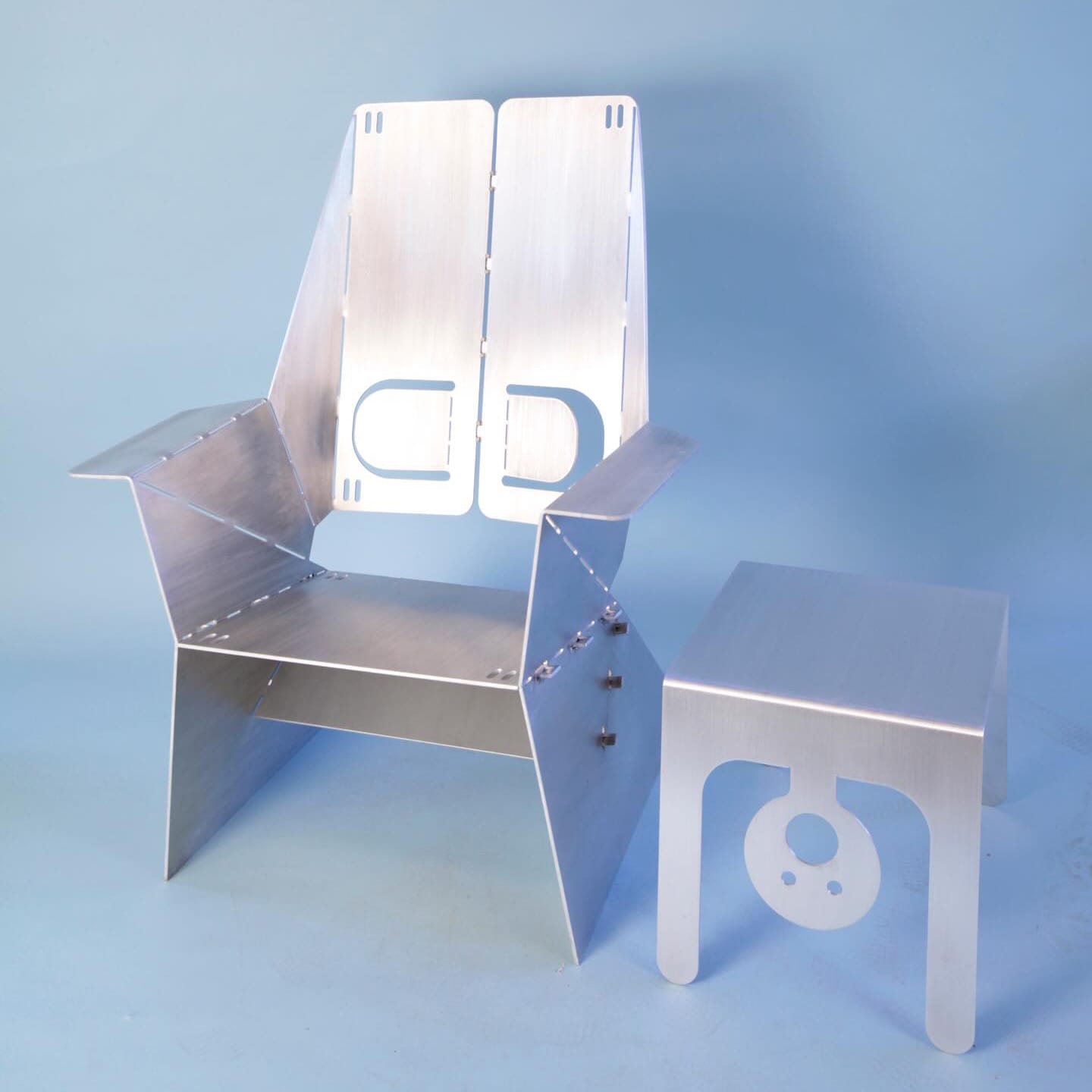
6.3" x 7.4"
Laser Cutting, Bending, Dimple Forming, Hardware Insertion, Tapping, Powder Coating

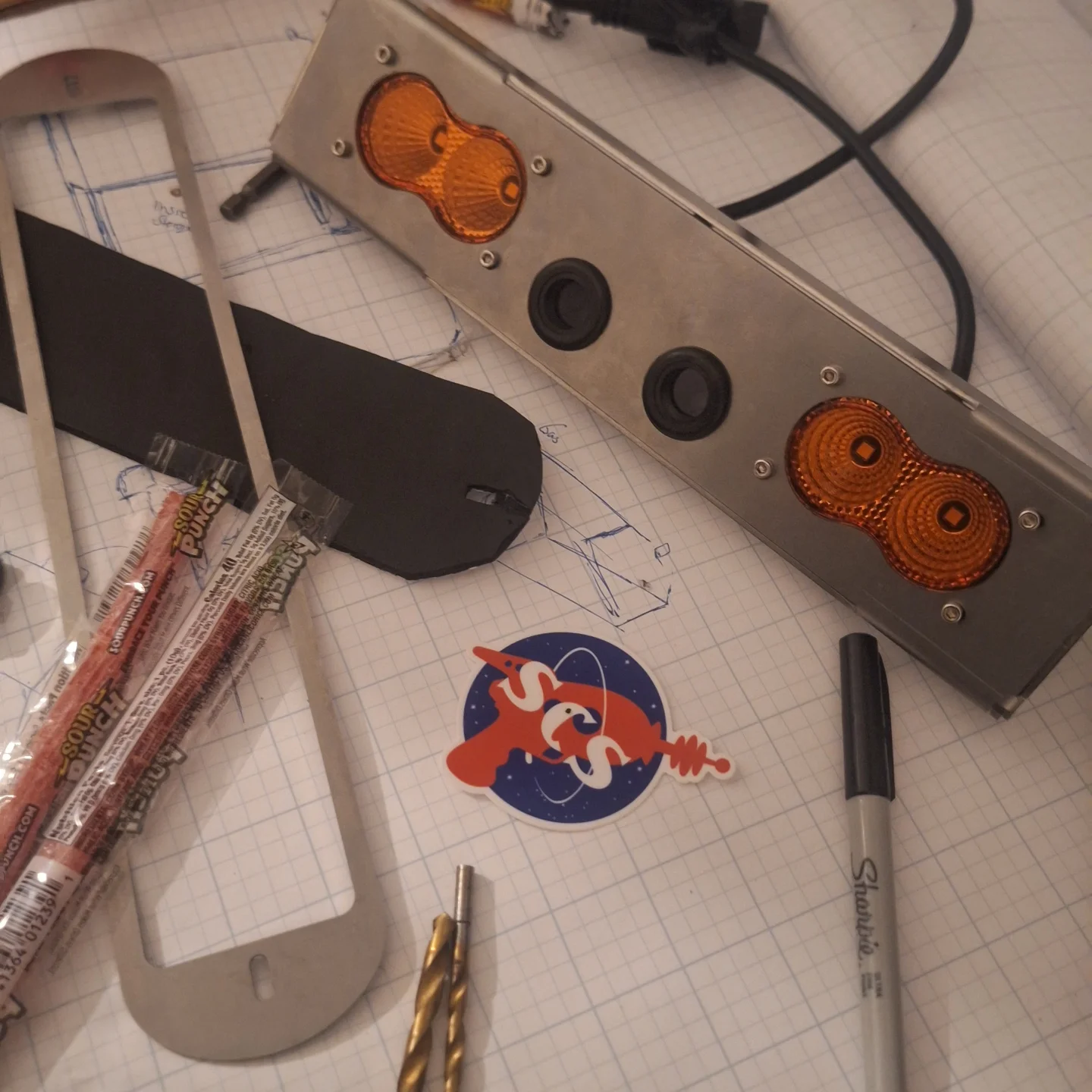
4" x 5.5"
CNC Routing, Bending
| Min part size (flat) | .375″ x 1.5″ |
| Max part size (flat) | 30″ x 44″ |
| Maximum bend length | 16-44″ depending on thickness |
| Max Bend Angle | 130° |
Bend radius and K factor are set per material thickness. Design your parts using our specs so they form as expected, we don’t offer custom bend radii.
Find specs in our Bending Calculator or Material Catalog.
Working in CAD? Import our gauge tables for Autodesk Fusion or SolidWorks to apply the latest specifications automatically.
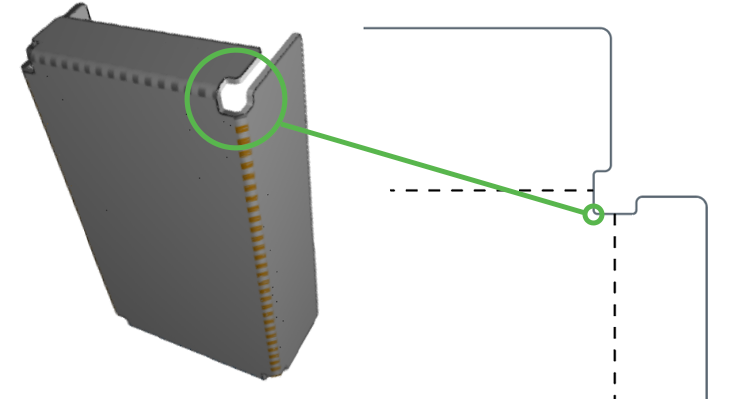
Upload a 2D vector file (.dxf, .dwg, .ai, .eps) or a 3D file (.step, .stp). You’ll confirm bend angles and flange orientations in a 3D preview during checkout.
| SOFTWARE | FORMAT | BEND LINE |
| Fusion | .dxf, .step, .stp | Solid line (default) |
| Adobe Illustrator | .ai | Solid, separate color from cut lines |
| SolidWorks | .dxf, .step, .stp | Dashed line (not hidden) |
| AutoCAD | .dxf, .step, .stp | Dashed line (not hidden) |
| CorelDraw | .eps | Solid, separate color from cut lines |
| Inkscape | .eps | Solid, separate color from cut lines |
2D files: Mark bend locations with a line at the center of each bend. Line color doesn’t matter, our system ignores it.
3D files: No bend lines needed. Model your part with our bend specs, save, and upload. See how to configure STEP file bends.

All bent parts:
Sheet metal bend angle tolerance:
Polycarbonate bend angle tolerance:
Polycarbonate-specific considerations:
Minimum flange length depends on material and thickness — check the specs on your chosen material in the Material Catalog.
For U-channel and C-channel bends:
Learn more about channel bend exceptions for thin sheet metal
Bend relief notches reduce stress on inner radii and prevent corner tearing or bulging. This is critical for polycarbonate, which cracks without adequate relief.
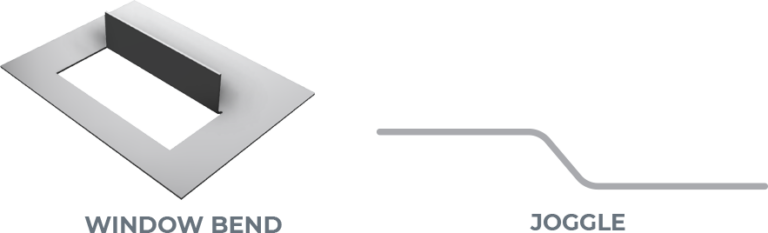
Window bends are allowed up to 90° for sheet metal and polycarbonate. More acute angles need review by our team.
Joggle bends are allowed up to 90° for sheet metal only. Min and max joggle flange values are on each material’s spec chart.
We can bend irregular flange shapes, but we need a flat surface parallel to the bend. Add break-off tabs to create a straight reference edge, then remove them after you receive your part.

We form sheet metal and plastic with air bending, where the punch presses the material into a V-die without bottoming out. This affects bend radii and is especially important to understand for polycarbonate.
Die lines are witness marks left where the tooling makes contact with your part during forming. Cut features that fall within die lines or the bend area will distort as the material stretches.

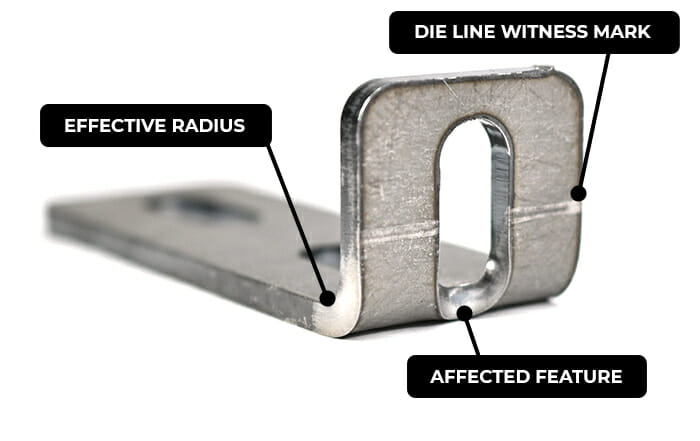
Learn how to avoid feature distortion in our Bending Deformation Guidelines
Combined lines: Bends on a common axis must be joined. If they’re separate, each will be treated as an individual bend.
Intersecting bends: We can’t bend intersecting lines that don’t have separate flanges.
Incomplete bends: A bend must extend all the way across the area being bent. We can’t form partial bends.
Insufficient contact: Flanges need to meet the minimum flange length for at least ~50–60% of the bend’s length on both sides to provide enough press brake support. Thicker materials (.187″–.250″) need more contact.
Insufficient or missing bend relief: Certain designs require bend relief to avoid damage to the part. Without proper relief, a part cannot be bent accurately. This is critical for polycarbonate parts since the material is prone to cracking.
If you’re designing parts for powder coating, these resources may help:
Posted on

Top Quality Store







Please note: Pricing examples on our website are provided as general estimates and may not always reflect current prices. While we strive to keep these examples accurate, uploading your file is the best way to see instant current pricing.
We accept .ai, .dxf, .dwg, .eps, .stp, and .step
Customize one of our simple parts templates

In modern fabrication, CNC bending is the backbone of precision and efficiency. For makers, engineers, and purchasing teams seeking consistent, high-quality components—whether one-offs, prototypes, or production runs—CNC bending delivers unmatched accuracy, fast throughput, and minimal setup times. At SendCutSend, mastering CNC bending isn’t just a service, it’s a commitment to performance.
CNC (Computer Numerical Control) bending harnesses digital files and software to drive press brakes with exacting control. The punch and die system shapes metal into V-, U-, or channel profiles. The operator programs angles, bend sequences, and pressures, and the machine replicates them flawlessly, every time.
We handle thin to medium sheet stock—exact limits depend on material type and tooling. Let us know your specs.
Standard runs yield ±1° or better.
We compensate in programming and verify accuracy with first-piece inspections. Empirical data fine-tunes final results.
Yes, holes, slots, or cutouts should be spaced at least twice the material thickness away.
Absolutely: deburring, powder coating, anodizing, and more, we have options to suit functional or aesthetic needs.
| Industry | Use Case Examples |
| Enclosures & Brackets | Enclosures, panels, chassis, brackets—accurate and fast |
| Architecture | Building panels, supports, decorative forms |
| Automotive & Aerospace | Lightweight parts with high precision and repeatability |
| Consumer Appliances | Durable and precise shape components like brackets or supports |
At SendCutSend, we deliver: