Plastic and sheet metal bending and forming guidelines
We’ve covered everything you need to know about plastic and sheet metal bending and fabrication for your laser-cut and CNC routed parts from SendCutSend. You should also check out our Designing for Bending page.
Table of Contents
Plastic & sheet metal part setup & costs
Get parts as low as $0.70 per bend with bulk pricing. Save up to 70% with quantity discounts! We calculate quantity discounts based on several factors including material, operation type, number of operations on each part and number of duplicate parts. Our app will automatically provide quantity discounts based on your order.
Check out our processing page for information about typical lead times for parts with bending and other services. We provide free 1-3 day shipping for standard US orders over $39 (higher quantities may require additional time). Most bent parts will ship ground as they will exceed 2″ in height when packed.
Be sure to design using our material bending specifications so your parts turn out as expected! You can confirm bending specifications in our Material Catalog or Bending Calculator.
Using Autodesk Fusion or SolidWorks? Download our gauge tables to apply the latest specifications with a few clicks.
While designing parts with flanges that meet at a corner, keep in mind that collisions can happen. Our 3D bend previewer is a great reference tool and we have specific corner clearance guidance available.
Please note, we cannot guarantee that the preview will match your finished part perfectly. Be sure to select the material you’re designing with and use the specs from our Bending Calculator.
How to set up your file for plastic & sheet metal bending
Here are the basics you’ll need to know before you send us your first file for bending. If you have any questions, feel free to contact support.
Files accepted by our instant pricing system:
Make sure the part design you upload for bending is either a 2D vector file (.dxf, .dwg, .ai, or .eps format) or a 3D .step or .stp format file. You will be able to view your bends in a 3D model during the checkout process to make sure the angles and flange orientations are correct.
If you design your parts in non-CAD software (Adobe Illustrator), please send us the original (native) .ai file.
We’ll take care of the conversion on our end. While we accept .ai and .eps files, it’s critical that your bend lines are parallel when uploaded from these software or the file will delay our process.
For the fastest turnaround on your order, we recommend designing your parts in CAD software.
To learn more about design guidelines for laser cut sheet metal, see our Laser Cutting Guidelines.
Working in Solidworks? Download our custom bend tables to specify exact bend allowances, bend deductions, bend radii, and K-factors so your file is tailored to our manufacturing processes.
Autodesk Fusion users can import SendCutSend sheet metal rules by following our gauge table guide.
Bend lines in 2D files
If you upload a 2D vector file, we will use the flat .dxf, .dwg, .eps, or .ai file (if you use Adobe Illustrator) for cutting and bending, so please indicate bend locations in your drawing using a line. Bend lines should mark the center of each bend.
If you plan to submit a STEP/STP format file, see our 3D File Guidelines.
Ensure your sheet metal rules are set up with SendCutSend’s specifications for bend radius and K factor for the material desired.
Tip: you don’t need to worry about bend lines if you’re uploading a STEP/STP file. Model your part, set your bend definitions, save your file, and upload for instant pricing.
This example shows the difference between flat and formed part dimensions in 0.125” 5052 aluminum.
Flange and base
Before we begin, some basic terms you’ll need to know are base and flange. The flange is the edge you will be bending.
Minimum and maximum flange length
The minimum flange length will change depending on what material and thickness you use. Please reference your chosen material in our Material Catalog to see the correct dimensions under Material Details.
The maximum flange length for 3-4 sided box bends and perpendicular flanges bent in the same direction will depend on the material choice and whether hardware will be installed. With hardware, the maximum flange length for box bends is 3.00″.
Joggle bends are allowed up to 90° for sheet metal parts only. You can find the minimum and maximum joggle flange values on the specification charts for your chosen material.
What to do if you need a sheet metal bend with an odd flange shape
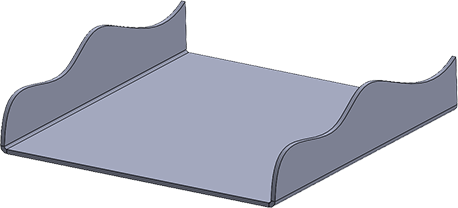
While we do allow for irregular shapes for your flange, we will need a flat piece to bend. To do this, add tabs to make a flat surface parallel to the bend.
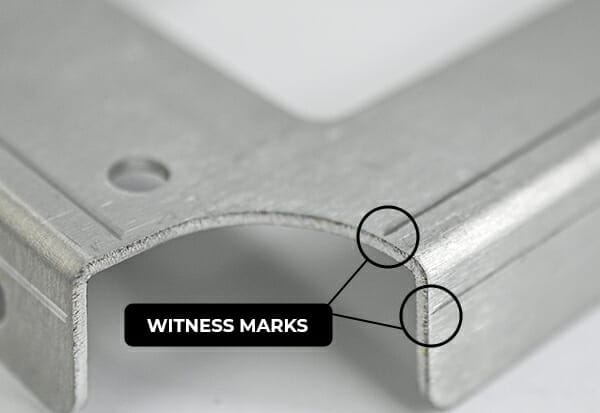
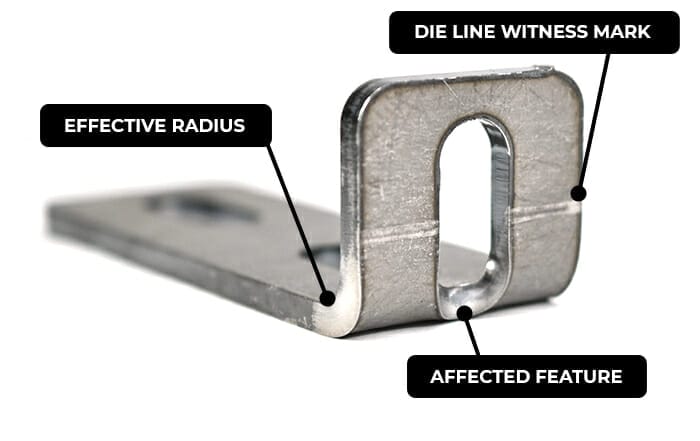
To reduce bulging in the corners of your bent parts and prevent tearing, incorporate bend relief notches into your design.
These notches allow for less stress on the inner radii of the flanges and will help keep the corners of the bends from interfering with the base material.
This prevents errors and ensures your parts turn out as expected since the bend radius, K factor, and other critical specifications are set for each material thickness.
Combined lines
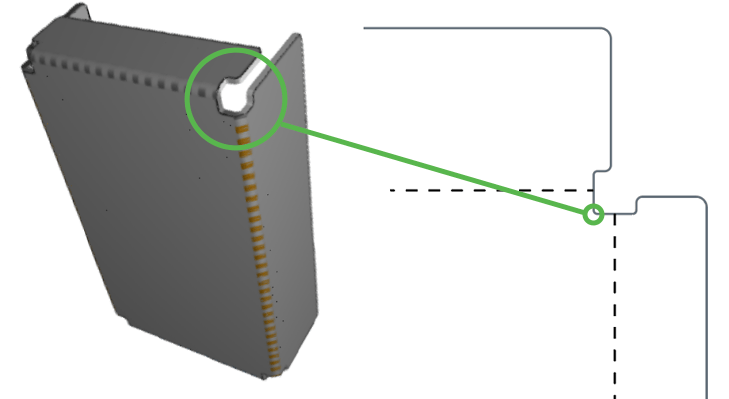
Bends on a common axis need to be joined, as in the example shown here. If they are not joined, each bend will be seen individually.
Intersecting bends
We are unable to bend intersecting lines that do not have separate flanges.
Insufficient or missing bend relief
Certain designs require bend relief to avoid damage to the part. Without proper relief, a part cannot be bent accurately. This is a critical consideration for polycarbonate parts since the material is prone to cracking. Check out our Bending Deformation Guidelines for more information.
Incomplete bends
We cannot form incomplete bends (for example, one half of a part.)
A bend must be complete and extend all the way across the area to be bent.
Insufficient contact
For most materials, the minimum flange length should be met for at least ~50-60% of the bend’s length on both sides of the bend. This ensures enough material makes contact with the press brake’s tooling to provide adequate support during the forming process.
Although metal and plastic forming is a deeply complex process, we here at SendCutSend aim to make part bending as easy as possible. Questions? Reach out to our support team.
Happy bending!
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
Upload your CAD design, or try one of our customizable part templates to get instant pricing on your custom laser cut parts. All delivered to your door in a matter of days.